
Ở bài viết trước tôi đã giới thiệu đến các bạn Bài tập lập trình tiện CNC cơ bản, nếu bạn chưa thành thạo về lập trình, bạn có thể tham khảo bài viết đó trước và sau đó hãy quay lại và tiếp tục thực hành Bài tập thực hành tiện CNC nâng cao này nhé!
Đoạn chương trình khoan mặt đầu
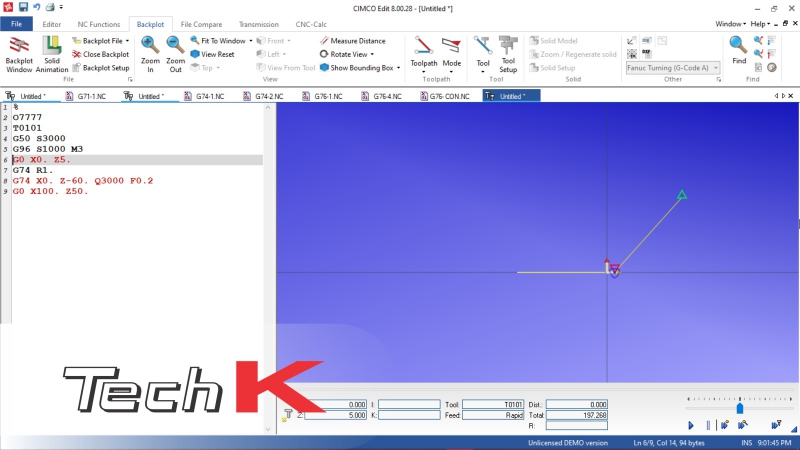
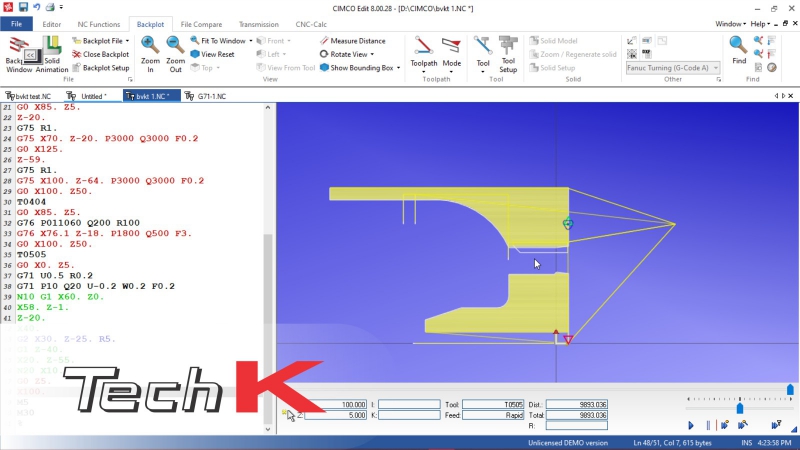
Ở đây ta sẽ sử dụng phần mềm Cimco Edit V8 để viết và mô phỏng đoạn chương trình, như bạn thấy trên hình thì đoạn code chúng ta viết sẽ nằm bên trái và đường chạy dao sẽ được mô phỏng bên phải.
Đầu tiên là các đoạn code mở đầu chương trình như: tên chương trình, lệnh gọi dao, lệnh kích hoạt trục chính quay. Kế đến ta sẽ sử dụng mã lệnh G74 để khoan sâu cho chi tiết, gồm các giá trị như bạn thấy trên hình.
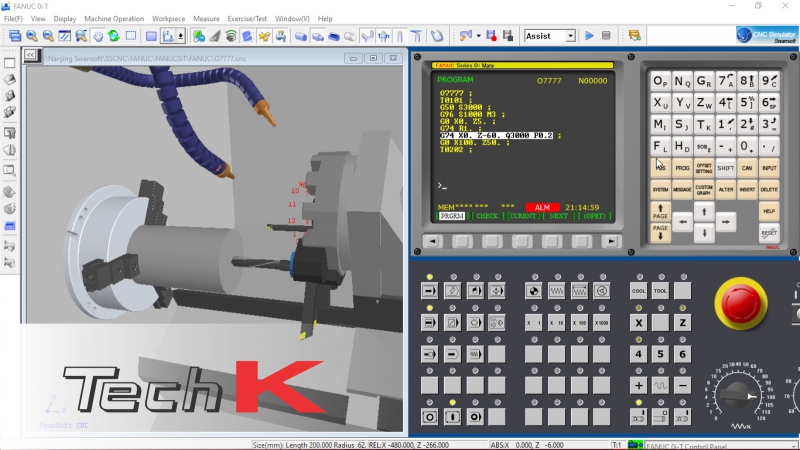
Mô phỏng gia công bằng phần mềm SSCNC
Kế đến ta sẽ sử dụng phần mềm Swan Soft CNC để mô phỏng lại đoạn code đã lập trình như bạn có thể thấy trên hình thì ta đang sử dụng mũi khoan đường kính D20 để khoan lỗ mặt đầu cho chi tiết.
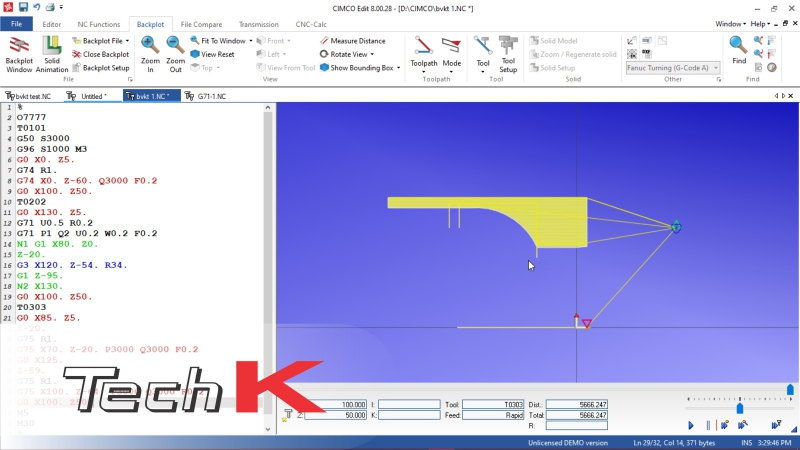
Để tiện biên dạng trụ ngoài cho chi tiết trên ta sẽ sử dụng chu trình G71 để tiện thô biên dạng trụ ngoài với cấu trúc lệnh như ta có thể thấy trên hình, chiều sâu mỗi lát cắt U ta sẽ lấy bằng 0.5 mm; lượng rút dao sau mỗi lát cắt R bằng 0.2 mm; lượng dư tiện tinh theo cả 2 phương X và Z đều bằng 0.2 mm và tốc độ tiến dao F bằng 0.2mm. Và đường chạy dao sẽ được mô phỏng như bạn thấy ở ô bên phải trên hình.
.jpg)
Đoạn chương trình tiện biên dạng ngoài
.jpg)
Mô phỏng gia công bằng phần mềm SSCNC
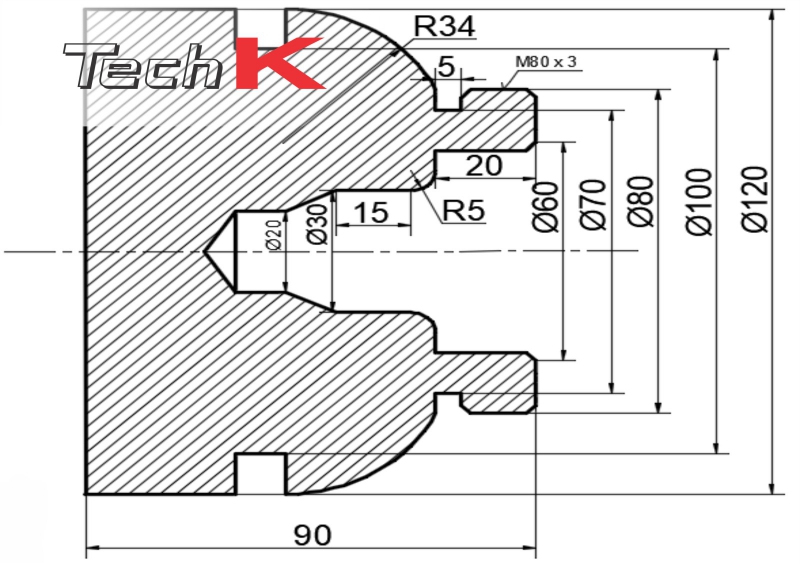
Trên chi tiết thì có 2 vị trí cần tiện rãnh trụ ngoài: 1 rãnh có chiều rộng là 5 mm, đường kính chân rãnh bằng 70 mm; 1 rãnh lớn hơn có chiều rộng là 10 mm, đường kính chân rãnh bằng 100 mm.
Thì ở đây ta sẽ sử dụng dao tiện rãnh trụ ngoài có chiều rộng bản dao bằng 5 mm và ta sẽ sử dụng chu trình G75 để tiện biên dạng rãnh trụ ngoài với cấu trúc lệnh như hình bên dưới.
Cấu trúc G75 gồm 2 dòng lệnh, dòng đầu tiên gồm R đây là khoảng rút dao; dòng thứ 2 gồm X đây là đường kính chân rãnh cần tiện, Z là vị trí cuối cùng của rãnh, P là chiều sâu mỗi lần cắt sẽ bằng 3000 tương đương với 3mm, Q là lượng dịch dao ở đáy rãnh sẽ bằng 3000 tương đương với 3 mm và F là tốc độ tiến dao bằng 0.2 mm/vòng.
Đoạn chương trình tiện rãnh trụ ngoài
.jpg)
Mô phỏng gia công bằng phần mềm SSCNC
Ở đây ta sẽ sử dụng chu trình G76 để tiện ren trụ ngoài như hình bên dưới với cấu trúc lệnh gồm 2 dòng.
.jpg)
Đoạn chương trình tiện ren
.jpg)
Mô phỏng gia công bằng phần mềm SSCNC
Sử dụng chu trình G71 để tiện móc lỗ cho chi tiết trên với cấu trúc câu lệnh như hình bên dưới.
Đoạn chương trình tiện móc lỗ
.jpg)
Mô phỏng gia công bằng phần mềm SSCNC
Và cuối cùng đây là kết quả đạt được sau khi gia công xong chi tiết trên với mặt cắt ngang như hình bên dưới.
.jpg)
Mô phỏng gia công bằng phần mềm SSCNC
Và vừa rồi ta đã thực hiện xong 5 bước lập trình tiện CNC để hoàn thiện một Bài tập thực hành tiện CNC nâng cao. Chắc rằng bạn đã hoàn thành được bài tập này và có thể áp dụng được những bài tập tương tự. Chúc các bạn thành công!
Tham khảo Các khóa học lập trình và vận hành máy CNC tại TechK:
✨ Khóa học MasterCAM 2D - Lập trình gia công phay CNC
✨ Khóa học MasterCAM 3D - Lập trình gia công phay CNC
✨ Khóa học MasterCAM - Lập trình gia công tiện CNC
✨ Khóa học Lập trình và Vận hành máy CNC
ÔN HỒ HẢO - TRUNG TÂM ĐÀO TẠO VÀ CHUYỂN GIAO CÔNG NGHỆ TECHK
0943 834 657
0888 318 368
Yêu cầu chúng tôi liên hệ bạn

TRUNG TÂM ĐÀO TẠO VÀ CHUYỂN GIAO CÔNG NGHỆ TECHK
2019 techk CO., Ltd All rights reserved


