
Các chu trình được sử dụng khi lập trình phay CNC để giảm thiểu số lượng mã phải viết và cho chúng ta quyền kiểm soát nhiều hơn đối với các hình dạng phức tạp. Hệ thống điều khiển sẽ hiểu hoạt động và thực hiện chu trình lặp đi lặp lại theo các lệnh và cấu trúc G-code phay CNC được đưa ra bởi lập trình viên CNC cho đến khi hoàn tất.
Ở bài viết này, tôi sẽ giới thiệu đến các bạn Các lệnh và cấu trúc G-code phay CNC mà lập trình viên CNC hay sử dụng trong các tập lệnh của họ

1. G81 – Drilling Cycle – Chu trình khoan mồi
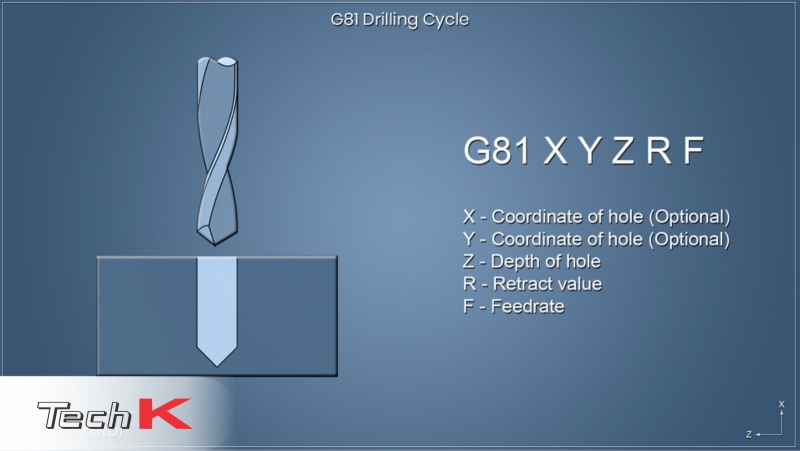
Chu trình khoan mồi G81
G81 X Y Z R F;
X = Tọa độ lỗ theo phương X (Tùy chọn)
Y = Tọa độ lỗ theo phương Y (Tùy chọn)
Z = Độ sâu của lỗ
R = Cao độ an toàn
F = Tốc độ tiến dao
Ví dụ:
G81 Z-12.0 R1.0 F50.0;
X50.0;
X50.0;
Y40.0;
G80;
Đây là chu trình khoan cơ bản nhất được sử dụng trên máy phay CNC. Đặc điểm của chu trình khoan mồi là dụng cụ cắt ăn vào chậm một lần đến hết lỗ rồi lùi nhanh ra trong khi trục chính vẫn quay.
Kích thước X và Y là tùy chọn nếu chúng bị bỏ qua trên dòng này, máy phay sẽ điều khiển trục xoay ở vị trí của lỗ đầu tiên.
2. G82 – Counter Bore Cycle
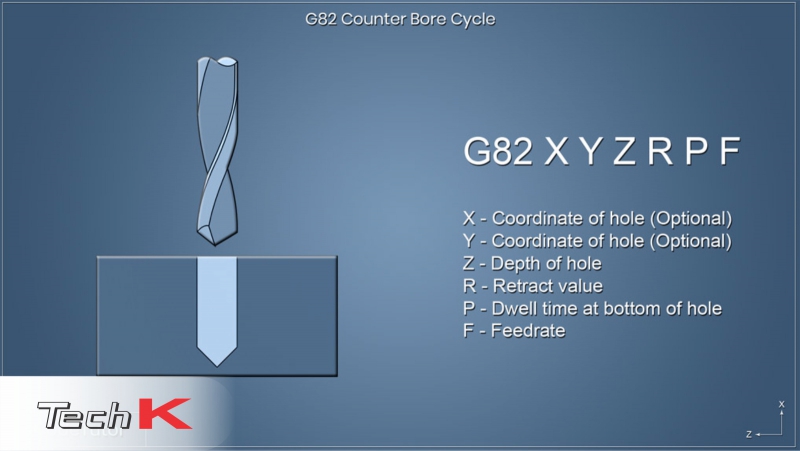
Chu trình khoan có thời gian dừng G82
G82 X Y Z R P F;
X = Tọa độ lỗ theo phương X (Tùy chọn)
Y = Tọa độ lỗ theo phương Y (Tùy chọn)
Z = Độ sâu của lỗ
R = Cao độ an toàn
P = Thời gian dừng ở đáy lỗ
F = Tốc độ tiến dao
Ví dụ:
G82 Z-12.0 R1.0 P500 F50.0;
X50.0;
X50.0;
Y40.0;
G80;
Chu trình khoan của bộ đếm G82 được sử dụng khi cần dừng ở cuối mỗi chuyển động Z. Thường được sử dụng khi khoan trung tâm, khoan tại chỗ hoặc gia công một lỗ đáy phẳng.
Đặc điểm của chu trình khoan lỗ này cũng tương tự như G81, nhưng khi dụng cụ cắt đi hết chiều sâu của đáy lỗ thì ngừng di chuyển xuống một thời gian P, sau đó lùi dao nhanh ra trong khi trục chính vẫn quay. Từ 'P' xác định thời gian dừng lại và điều này được viết bằng mili giây.
3. G83 – Peck Drilling Cycle
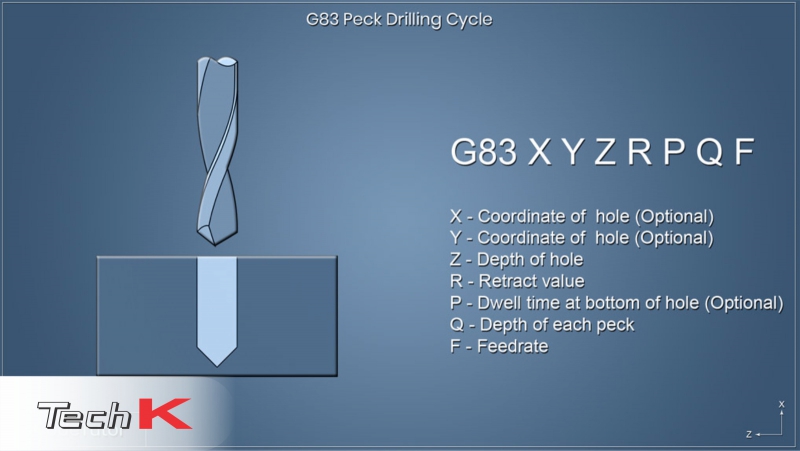
Chu trình khoan lỗ sâu G83
G83 X Y Z R P Q F
X = Tọa độ lỗ theo phương X (Tùy chọn)
Y = Tọa độ lỗ theo phương Y(Tùy chọn)
Z = Độ sâu của lỗ
R = Cao độ an toàn
P = Thời gian dừng ở đáy lỗ
Q = Độ sâu của mỗi lần khoan
F = Tốc độ tiến dao
Ví dụ:
G83 Z-12.0 R1.0 P1000 Q3.0 F50.0;
X50.0;
X50.0;
Y40.0;
G80;
Chu trình gia công thô G83 cho phép tạo ra các lỗ bằng cách sử dụng trình tự khoan. Một lỗ đang khoan một lượng đã đặt được xác định bởi giá trị Q sau đó rút về vị trí của giá trị R trước khi tiếp tục khoan lỗ cho đến khi đạt được độ sâu đầy đủ được đặt bằng giá trị Z.
Giá trị R là khoảng cách từ mốc chuẩn theo phương Z đến đầu mũi khoan. Khi mốc được đặt thành bề mặt của phôi, kích thước này sẽ là khoảng cách từ bề mặt của phôi đến đầu mũi khoan.
4. G84 – Rigib Tapping Cycle
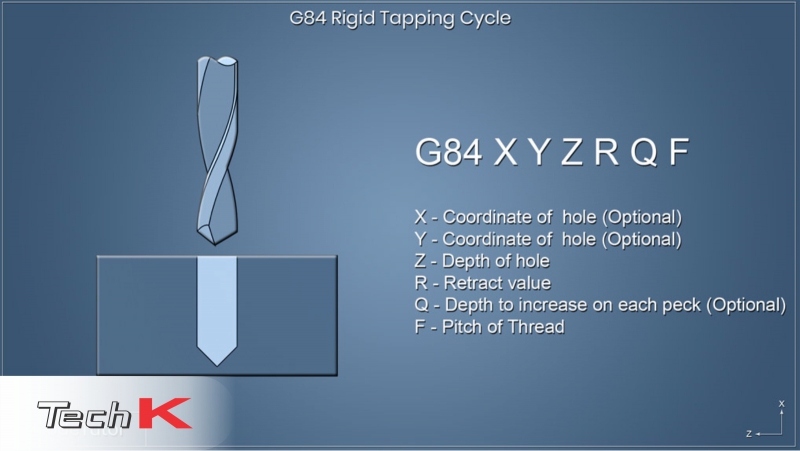
Chu trình Taro ren phải G84
G84 X Y Z R Q F;
X = Tọa độ lỗ theo phương X(Tùy chọn)
Y = Tọa độ lỗ theo phương Y(Tùy chọn)
Z = Độ sâu của lỗ
R = Cao độ an toàn
Q = Độ sâu của mỗi lần Taro
F = Bước ren
Ví dụ:
G84 Z-12.0 R5.0 F0.8;
X50.0;
X50.0;
Y40.0
G80;
Chu trình Taro ren G84 được sử dụng để tạo ra các ren trong các lỗ. Bằng cách thêm giá trị Q, chúng ta có thể biến chu trình taro thành chu trình taro theo bước. Máy sẽ nhấn số lượng được chỉ định bởi giá trị Q trước khi dao di chuyển khỏi lỗ theo kích thước được xác định bởi R. Sau đó tiếp tục di taro cho đến khi đạt được độ sâu đầy đủ (Z).
5. G85 – Boring Cycle
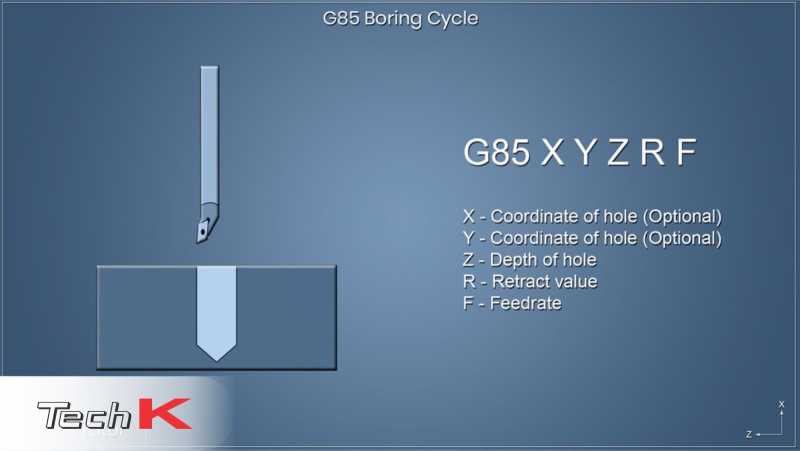
Chu trình doa lỗ G85
G85 X Y Z R F;
X = Tọa độ lỗ theo phương X(Tùy chọn)
Y = Tọa độ lỗ theo phương Y(Tùy chọn)
Z = Độ sâu của lỗ
R = Cao độ an toàn
F = Tốc độ tiến dao
Ví dụ:
G85 Z-8.0 R1.0 F30.0;
X50.0;
X50.0 Z-5.0;
Y40.0 Z-6.0;
G80;
Chu trình doa lỗ G85 khoét lỗ với tốc độ tiến dao “F” cho đến khi kết thúc với độ sâu Z. Ví dụ trên cho thấy ba lỗ doa ở ba độ sâu khác nhau.
6. G86 – Boring Cycle
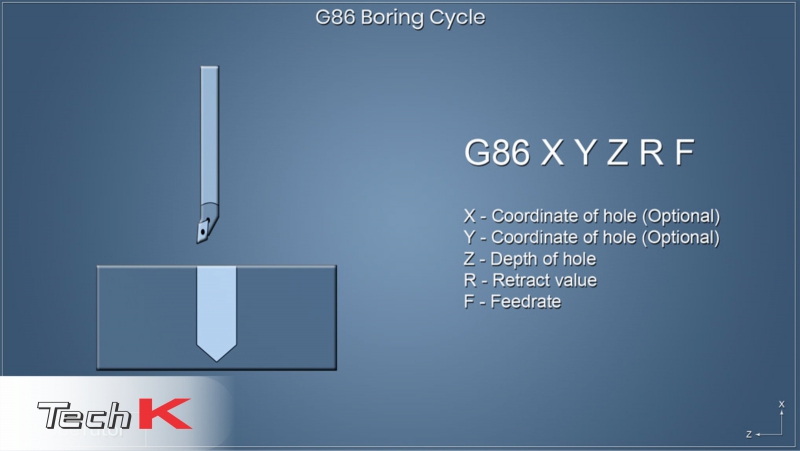
Chu trình doa lỗ G86
G86 X Y Z R F;
X = Tọa độ lỗ theo phương X (Tùy chọn)
Y = Tọa độ lỗ theo phương Y(Tùy chọn)
Z = Độ sâu của lỗ
R = Cao độ an toàn
F = Tốc độ tiến dao
Ví dụ:
G86 Z-8.0 R1.0 F30.0;
X50.0;
X50.0;
Y40.0;
G80;
Chu trình doa lỗ G86 khác với chu trình doa lỗ G85 bởi vì nó khoan lỗ sau đó dừng trục chính trước khi nó nhanh chóng di chuyển đến giá trị R, trong đó chu trình G85 sẽ rút ra ngay lập tức.
Bài viết trên tôi đã giới thiệu đến các bạn Các lệnh và cấu trúc G-code phay CNC thông dụng mà các lập trình viên hay sử dụng để các tập lệnh của họ được rút ngắn hơn, chất lượng hơn và tiết kiệm được thời gian viết từng câu lệnh lặp lại trong đoạn code của họ. Mong rằng bài viết của tôi sẽ giúp bạn có thêm nhiều gợi ý để phát triển tập lệnh của mình hơn. Chúc bạn thành công!
Tham khảo các khóa học lập trình và vận hành máy CNC tại TechK:
✨ Khóa học Lập trình và Vận hành máy phay CNC
✨ Khóa học Lập trình và Vận hành máy tiện CNC
✨ Khóa học MasterCAM 2D - Lập trình gia công phay CNC
✨ Khóa học MasterCAM 3D - Lập trình gia công phay CNC
✨ Khóa học MasterCAM - Lập trình gia công tiện CNC
TRẦN TRỌNG TUẤN HẢI - TRUNG TÂM ĐÀO TẠO VÀ CHUYỂN GIAO CÔNG NGHỆ TECHK
0943 834 657
0888 318 368
Yêu cầu chúng tôi liên hệ bạn

TRUNG TÂM ĐÀO TẠO VÀ CHUYỂN GIAO CÔNG NGHỆ TECHK
2019 techk CO., Ltd All rights reserved


