
TechK cập nhật liên tục tin chuyên ngành cơ khí, cơ điện, tự động hoá... trong nước và thế giới. Đặc biệt là lĩnh vực CAD/CAM/CAE/CNC, Internet of thing, thiết kế, lập trình điều khiển tự động.
Khi mới tập tành lập trình phay CNC, chúng ta luôn cần tìm những bài tập cơ bản để thực hành và vận dụng kiến thức. Vì thế, ở bài viết này chúng ta sẽ tìm hiểu về các bước lập trình phay CNC cơ bản phù hợp với người vừa bắt đầu trong bài tập lập trình phay CNC cơ bản có lời giải sau đây:
.png)
Phay biên dạng ngoài là bước lập trình phay CNC cơ bản nhất mà người lập trình cần khi bắt đầu học lập trình.
Trước tiên ta sẽ sử dụng dao phay ngón có đường kính là 10 mm để phay biên dạng ngoài của chi tiết. Như các bạn có thể thấy ở hình bên dưới thì ở cấu trúc chương trình chính gồm các giá trị như: tên chương trình, lệnh gọi dao T1 và mã lệnh thay dao tự động M6, lệnh gọi gốc tọa độ gia công G54 và ở vị trí vào dao đầu tiên ta sẽ cho dao cách cạnh bên của chi tiết với giá trị bằng 5 theo phương X và bằng 10 theo phương Y; kế đến là mã lệnh kích hoạt trục chính quay với tốc độ là 3000 vòng/phút và M3 tương đương với trục chính sẽ quay cùng chiều kim đồng hồ; tiếp theo là mã lệnh G43 là mã lệnh bù trừ chiều dài dao dương.
Ở câu lệnh tiếp theo trong chương trình chính thì ta sẽ gọi chương trình con bởi vì trong quá trình phay biên dạng cho chi tiết ta cần phải chia ra nhiều lát cắt nên ta phải lập trình bằng chương trình con để copy biên dạng chạy dao xuống với số lần theo ý muốn của ta.
.png)
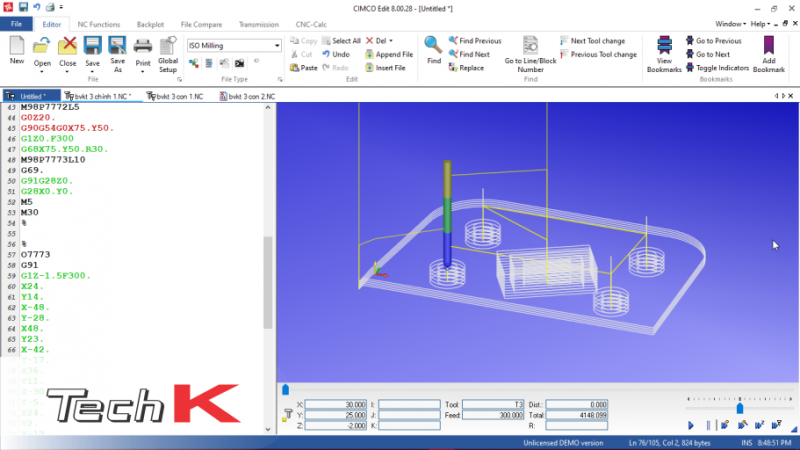
Dòng chương trình phay biên dạng ngoài
Và như các bạn thấy ở cấu trúc chương trình con ở hình trên thì ta sẽ lập trình chương trình con với tọa độ tương đối và các đường chạy dao tiếp theo ta lập trình tương tự như trên hình để được đường chạy dao như ô bên phải ở phần mềm Cimco.
.png)
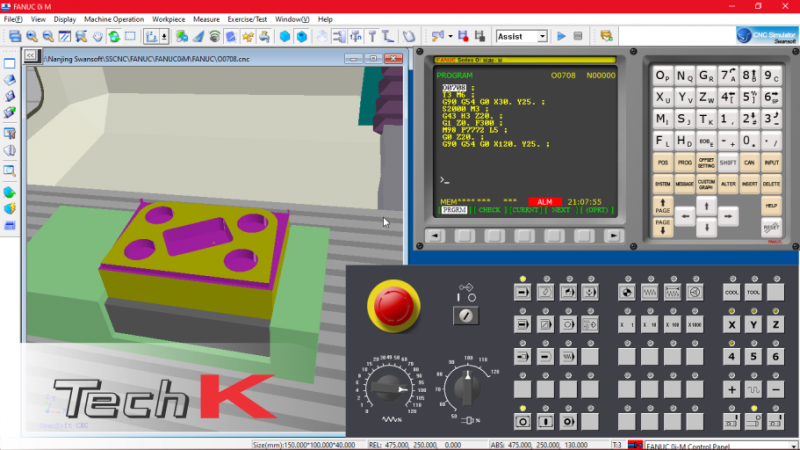
Mô phỏng quá trình gia công
Kế đến thì ta sử dụng phần mềm mô phỏng SSCNC để mô phỏng lại quá trình gia công như bạn thấy ở hình bên trên thì ta đã tiến hành gia công xong vùng biên dạng ngoài cho chi tiết.
Theo như bản vẽ của chi tiết thì ta có 4 hốc tròn nằm ở 4 vị trí khác nhau và 1 hốc hình tứ giác nằm ở tâm chi tiết, thì ở đây vì ta sẽ sử dụng dao phay ngón để gia công 4 hốc tròn này nên ta phải khoan định tâm trước 4 vị trí tâm lỗ để việc gia công hốc tròn phía sau dễ dàng hơn.
.png)
Dòng chương trình khoan định tâm
Ở đây để khoan định tâm thì ta sử dụng chu trình khoan mồi G81 và cấu trúc lệnh như trên hình gồm các giá trị như X và Y là tọa độ tâm lỗ khoan, Z là chiều sâu khoan mồi, R là cao độ an toàn mũi khoan rút lên sau mỗi lỗ khoan, F là tốc độ tiến dao. Và tiếp tục khai báo vị trí của các lỗ tiếp theo như trên hình.
.png)
Mô phỏng quá trình khoan định tâm
Kế đến ta sẽ tiến hành lập trình phay 4 hốc tròn, như bạn thấy ở hình bên dưới ở phần cấu trúc chương trình thì ta sẽ sử dụng dao T3 để gia công 4 hốc tròn và sẽ lập trình với chương trình con.
Ở phần chương trình chính thì ta sẽ gọi lại chương trình con (O7772) 4 lần cho 4 hốc tròn. Ở phần chương trình con phía dưới ta khai báo chiều sâu mỗi lần xuống Z bằng -2 mm nên ở chương trình chính ta thiết lập giá trị lập lại chương trình con là 5 cho đủ chiều sâu yêu cầu của lỗ là bằng -10 mm.
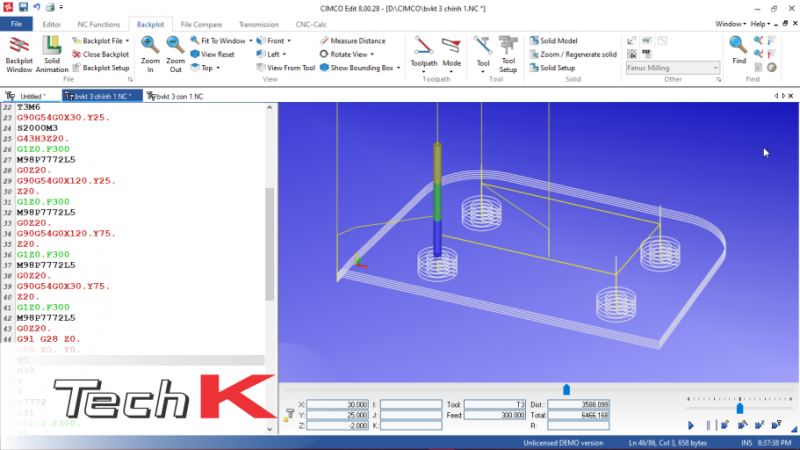
Dòng chương trình phay hốc tròn
Kế đến ta sẽ mô phỏng quá trình gia công bằng phần mềm SSCNC và ở quá trình phay hốc tròn này ta sẽ sử dụng dao có đường kính bằng 10 mm.
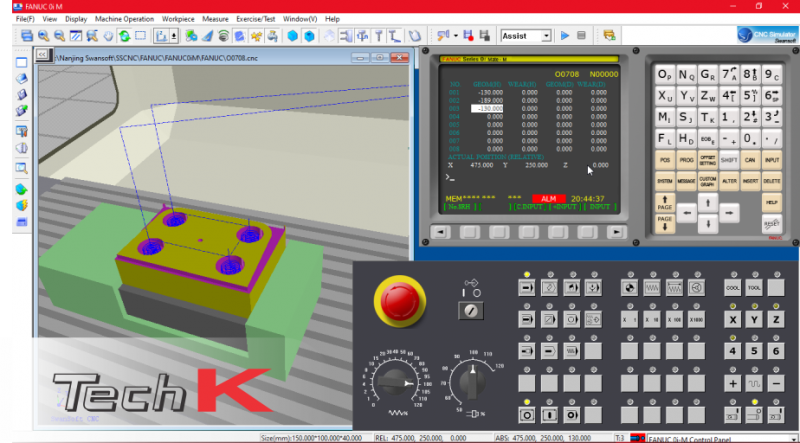
Mô phỏng quá trình phay hốc tròn
Phần cuối cùng ta sẽ tiến hành phay hốc tứ giác cho chi tiết trên. Sau khi đã gia công xong 4 hốc tròn thì ta nhấc dao lên khỏi bề mặt của chi tiết với 1 khoảng cách an toàn và di chuyển tọa độ X và Y về tâm của chi tiết để bắt đầu gia công hốc tứ giác.
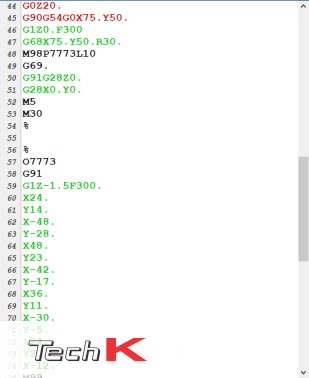
Cấu trúc chương trình phay hốc tứ giác
Kế đến, để có thể lập trình hốc tứ giác đó một cách nhanh nhất thì ta sẽ sử dụng mã lệnh xoay đường chạy dao G68, thì ở đây ta sẽ lập trình gia công với 1 hốc hình chữ nhật sau đó sử dụng mã lệnh G68 mà xoay một góc bằng 300 theo như trên bản vẽ như hình bên dưới.
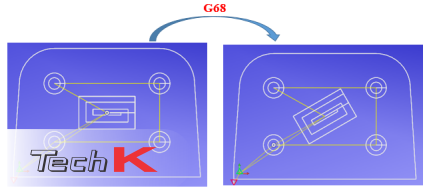
Lập trình phay hốc sử dụng mã lệnh G68
Dòng chương trình phay hốc tứ giác
Mô phỏng quá trình gia công hốc tứ giác
Ta vừa thực hiện xong 4 bước lập trình phay CNC trong bài tập lập trình phay CNC cơ bản có lời giải mà tôi giới thiệu cho các bạn vừa mới bắt đầu. Chắc rằng bạn đã hoàn thành được bài tập này và có thể áp dụng được những bài tập tương tự. Chúc các bạn thành công!
Tham khảo Các khóa học lập trình và vận hành máy CNC tại TechK:
✨ Khóa học MasterCAM 2D - Lập trình gia công phay CNC
✨ Khóa học MasterCAM 3D - Lập trình gia công phay CNC
✨ Khóa học MasterCAM - Lập trình gia công tiện CNC
✨ Khóa học Lập trình và Vận hành máy CNC
ÔN HỒ HẢO - TRUNG TÂM ĐÀO TẠO VÀ CHUYỂN GIAO CÔNG NGHỆ TECHK
0943 834 657
0888 318 368
Yêu cầu chúng tôi liên hệ bạn

TRUNG TÂM ĐÀO TẠO VÀ CHUYỂN GIAO CÔNG NGHỆ TECHK
2019 techk CO., Ltd All rights reserved


