
TechK cập nhật liên tục tin chuyên ngành cơ khí, cơ điện, tự động hoá... trong nước và thế giới. Đặc biệt là lĩnh vực CAD/CAM/CAE/CNC, Internet of thing, thiết kế, lập trình điều khiển tự động.
Trong quá trình lập trình và vận hành máy phay CNC đôi khi ta gặp một số chi tiết đòi hỏi rút ngắn thời gian gia công mà vẫn phải đạt được yêu cầu của bản vẽ. Ở bài viết này chúng ta sẽ cùng tìm hiểu những cách để khoan 8 lỗ trên đường tròn.
Như trong bản vẽ của chi tiết thì ở tâm có 8 lỗ cần khoan mồi (G81) như hình bên dưới thì ta sẽ có chu trình được tạo ra để thực hiện quá trình này đó là chu trình xoay tọa độ cực G16.
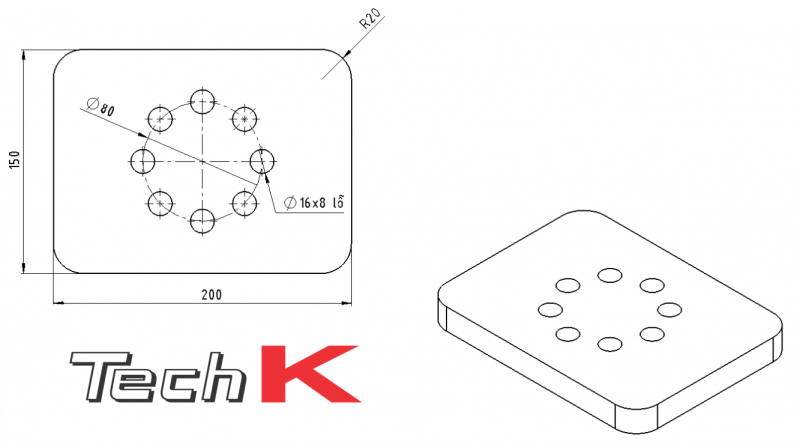
8 lỗ khoan được bố trí như hình
Sau đây chúng ta sẽ cùng tìm hiểu sơ bộ về chu trình xoay tọa độ cực G16
Cấu trúc lệnh: G16 X Y;
Trong đó:
Tiếp theo ta sẽ tiến hành thực hiện khoan 8 lỗ trên đường tròn với chu trình khoan mồi G81 kết hợp với chu trình xoay tọa độ cực G16. Cấu trúc chương trình với các giá trị như hình minh họa bên dưới. Đầu tiên là lệnh gọi tên chương trình O0708, kế đến là lệnh gọi dụng cụ cắt và mã lệnh thay dao tự động, mã lệnh gọi gốc tọa độ gia công G54, mã lệnh kích hoạt trục chính quay cùng chiều kim đồng hồ, mã lệnh bù trừ chiều dài dao dương G43.
Tiếp theo ta sẽ kích hoạt mã lệnh xoay tọa độ cực G16 và sẽ gọi lệnh khoan mồi G81 với các giá trị X Y thì 2 giá trị này không còn là tọa độ của lỗ khoan nữa mà ở đây X tương ứng với bán kính tâm xoay và Y ở đây là góc xoay, Z tương ứng với chiều sâu khoan, R tương ứng với cao độ an toàn. Tiếp theo vì khoan 8 lỗ trên đường tròn nên mỗi lỗ sẽ cách nhau 1 góc bằng 450 nên ta sẽ tiến hành khai bào góc quay của các lỗ tiếp theo với giá trị Y như: Y45, Y90, Y135, Y180, Y225, Y270, Y305.
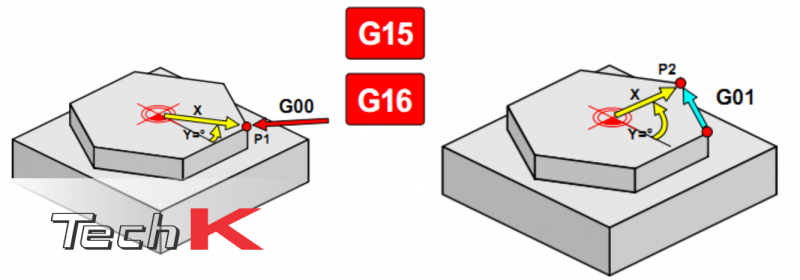
Kích hoạt mã lệnh xoay tọa độ cực G16
Kết thúc quá trình khoan ta sẽ dùng mã lệnh hủy chu trình khoan G80 và mã lệnh hủy xoay tọa độ cực G15. Sau đó gọi dụng cụ cắt về home với mã lệnh G28, mã lệnh M5 dùng để dừng trục chính và mã lệnh M30 để kết thúc chương trình.
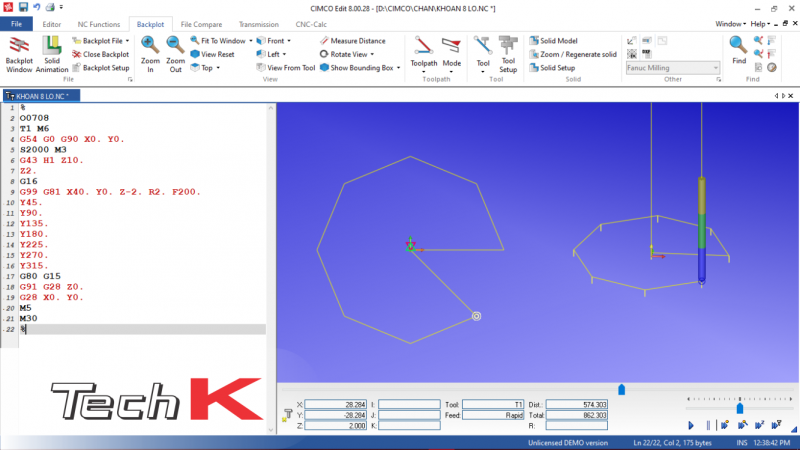
Dòng chương trình khoan 8 lỗ trên đường tròn
Ở bài tập vừa rồi ta đã cùng nghiên cứu các bước cơ bản để khoan 8 lỗ trên đường tròn, nếu có gì thắc mắc các bạn có thể bình luận bên dưới. Chúc các bạn thành công!
Tham khảo Các khóa học lập trình và vận hành máy CNC tại TechK:
✨ Khóa học MasterCAM 2D - Lập trình gia công phay CNC
✨ Khóa học MasterCAM 3D - Lập trình gia công phay CNC
✨ Khóa học MasterCAM - Lập trình gia công tiện CNC
✨ Khóa học Lập trình và Vận hành máy CNC
ÔN HỒ HẢO - TRUNG TÂM ĐÀO TẠO VÀ CHUYỂN GIAO CÔNG NGHỆ TECHK
0943 834 657
0888 318 368
Yêu cầu chúng tôi liên hệ bạn

TRUNG TÂM ĐÀO TẠO VÀ CHUYỂN GIAO CÔNG NGHỆ TECHK
2019 techk CO., Ltd All rights reserved


