
TechK cập nhật liên tục tin chuyên ngành cơ khí, cơ điện, tự động hoá... trong nước và thế giới. Đặc biệt là lĩnh vực CAD/CAM/CAE/CNC, Internet of thing, thiết kế, lập trình điều khiển tự động.
Trong quá trình lập trình và vận hành máy phay CNC thì ta cần rất nhiều yếu tố có thể quyết định được chất lượng cũng như độ chính xác tuyệt đối của sản phẩm gia công như: tùy thuộc vào hiện trạng của máy mới hay cũ nên sinh ra độ rơ ảnh hưởng đến độ chính xác, dụng cụ cắt có bị mòn hay không,…
Và một yếu tố quan trọng bậc nhất đó là xét tâm dao trên máy phay CNC sao cho chính xác nhất. Xét đúng vị trí gốc phôi và phù hợp với chương trình gia công thì chúng ta mới có thể gia công chính xác nhất và không xảy ra lỗi gây hư hạo cho máy móc cũng như dao cụ.
Ở bài viết này tôi sẽ hướng dẫn xét tâm dao trên máy phay CNC bằng cách sử dụng phần mềm Swan Soft CNC để mô phỏng lại quá trình dụng cụ cắt như hình bên dưới. Phần mềm này có thể giả lập lại khoảng 80-90% so với máy thực tế.
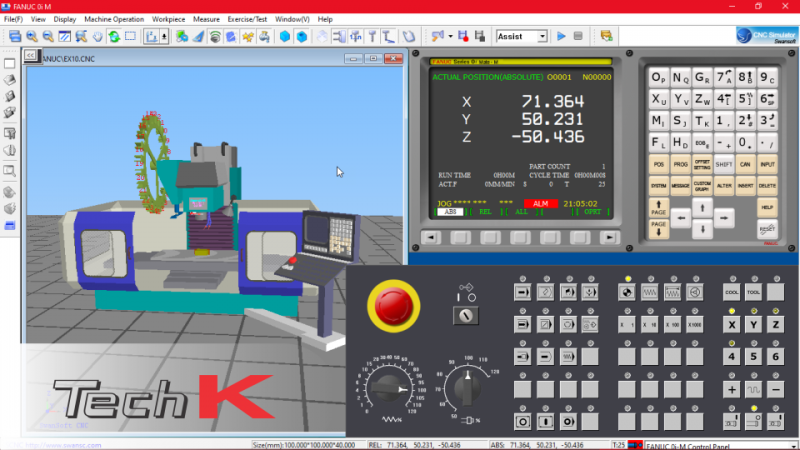
Phần mềm Swan Soft CNC
Bước 1: Tiến hành thiết lập phôi, mâm cặp, dao,…
Ta sẽ sử dụng phôi có kích thước 200x200x40 (mm) và kẹp bằng ê tô.
Dụng cụ cắt thì ta sẽ dùng dao phay ngón có đường kính bằng 20mm như hình bên dưới.
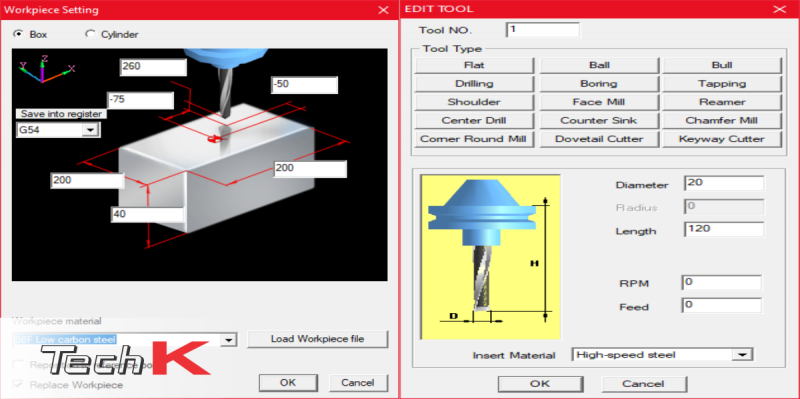
Khai báo phôi và dụng cụ cắt
Kế đến thì khi xét phôi ta có 2 dạng đó là xét phôi thô và xét phôi tinh, nếu xét phôi thô thì ta có thể cho trục chính quay để dụng cụ cắt ăn vào chi tiết mà không sợ làm ảnh hưởng đến bề mặt của chi tiết, hoặc trường hợp khi ta xét phôi tinh thì ta sẽ không được cho trục chính quay vì sợ sẽ ảnh hưởng đến bề mặt của chi tiết mà ta sẽ sử dụng giấy hoặc vật dụng gì có kích thước từ 0.5 đến 1mm để xét phôi mà không ảnh hưởng đến kết quả của chi tiết.
Và ở bài này ta sẽ xét phôi thô và cho trục chính quay cắt đi một phần phoi của chi tiết. Đầu tiên ta sẽ kích hoạt trục chính quay với tốc độ là 500 vòng/phút bằng chế độ MDI như hình bên dưới.
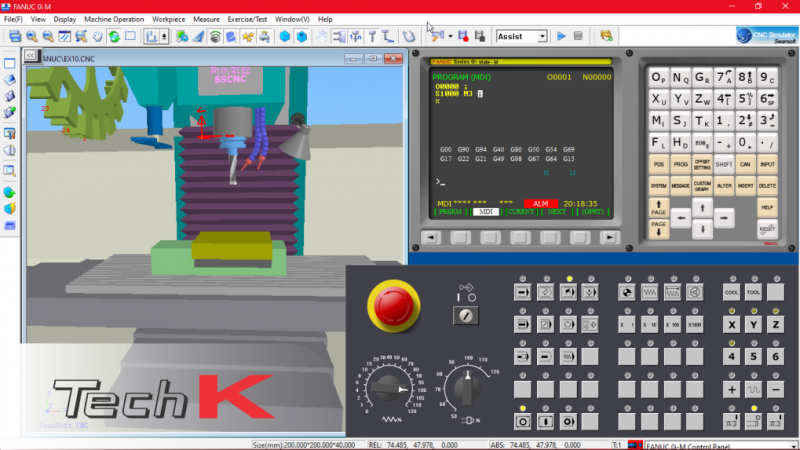
Kích hoạt trục chính quay bằng chế độ MDI
Thì trong lập trình phay CNC thì cho phép ta khai báo được 6 vị trí đặt gốc tọa độ từ G54 đến G59 như hình ví dụ bên dưới.
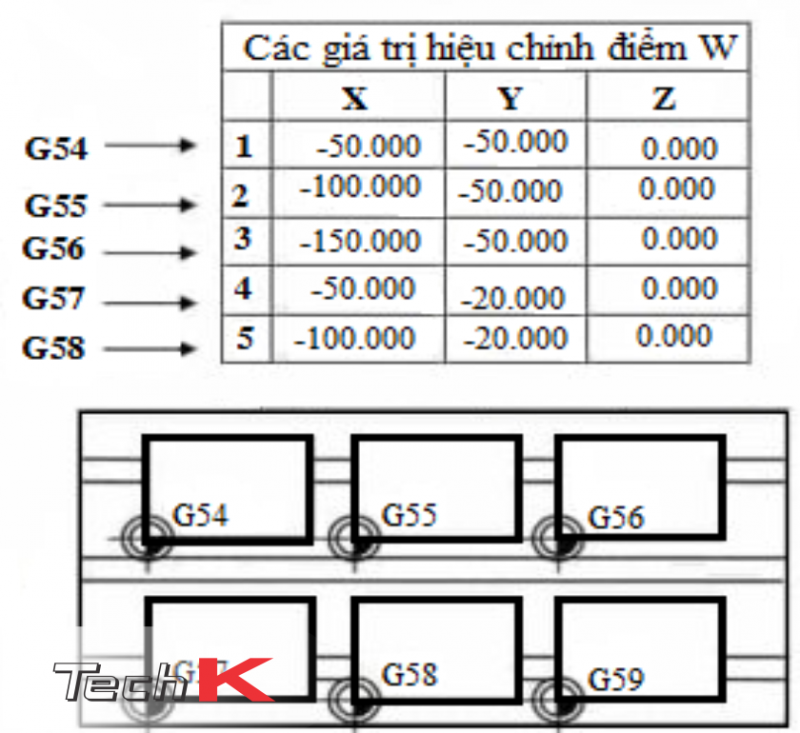
6 vị trí đặt gốc tọa độ
Ở bài tập ví dụ này chúng ta sẽ cùng thực hành xét gốc tọa độ G54 tại vị trí như hình bên dưới trên biên dạng của chi tiết.
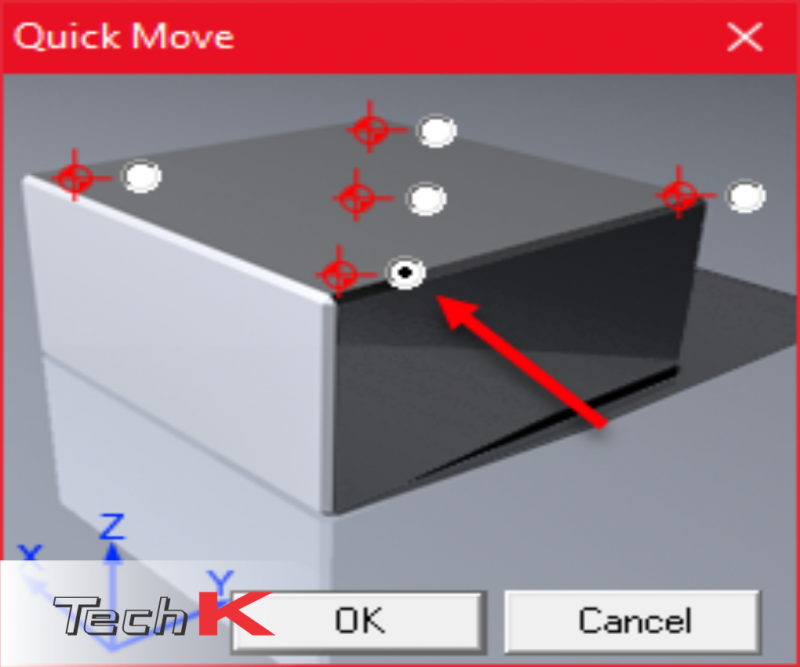
Vị trí xét tọa độ trên biên dạng của chi tiết
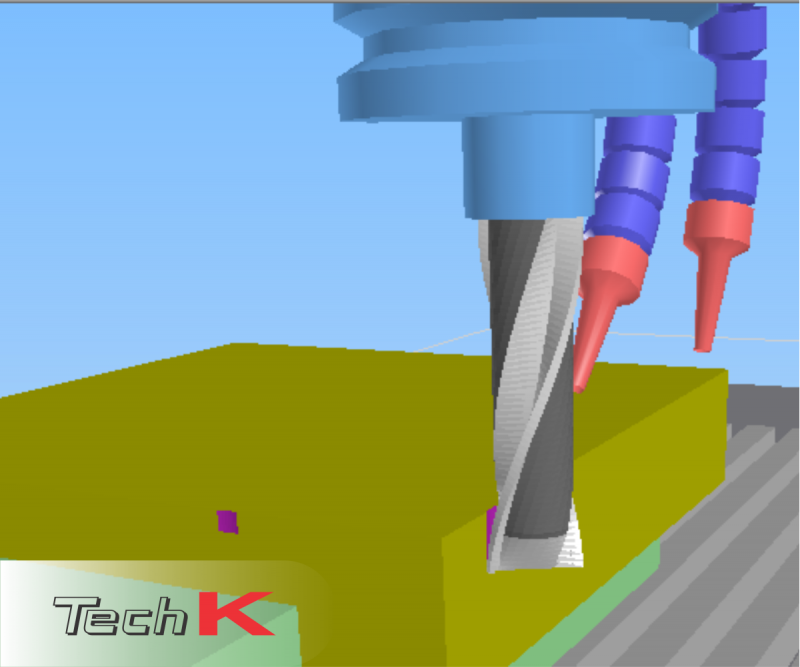
Đầu tiên ta sẽ tiến hành di chuyển dụng cụ cắt đến chạm vào mặt bên hông của chi tiết và cắt đi một lượng phôi nhỏ như hình minh họa bên dưới.
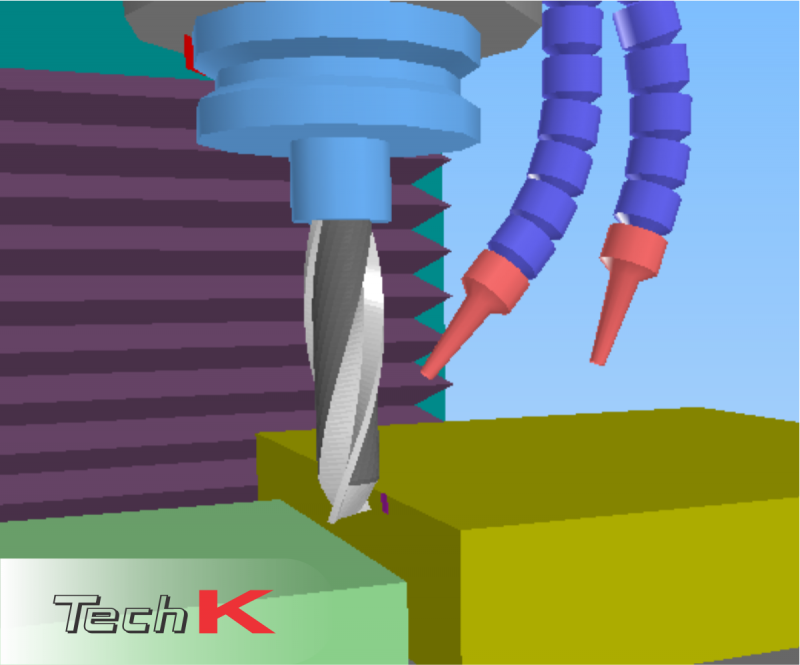
Dụng cụ cắt chạm vào mặt bên của chi tiết
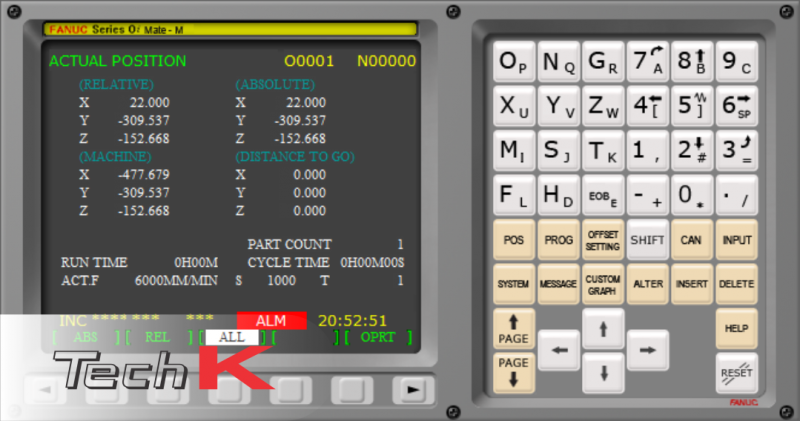
Kế đến ta chọn vào nút POS để hiển thị vị trí của dụng cụ cắt, ta sẽ chọn vào nút ALL để hiển thị tất cả các tọa độ của máy CNC cho ta dễ quan sát và ta chỉ nhìn vào tọa độ Machine trên bảng như hình minh họa bên dưới.
Vì ở đây ta đang xét tọa độ X nên dựa vào hộp thoại POS bên dưới đang hiển thị tọa độ X đang có giá trị là -509.679 và ta nên lưu ý một điều rằng dao đang tiếp xúc với phôi là mặt cạnh bên của nó nên ta phải cộng hoặc trừ đi bán kính của dụng cụ cắt đang là 10 mm. Mà ở trường hợp này dao đang nằm phía bên dương so với phôi nên ta sẽ lấy tọa độ X cộng thêm 10mm. Ta sẽ được kết quả là -499.679
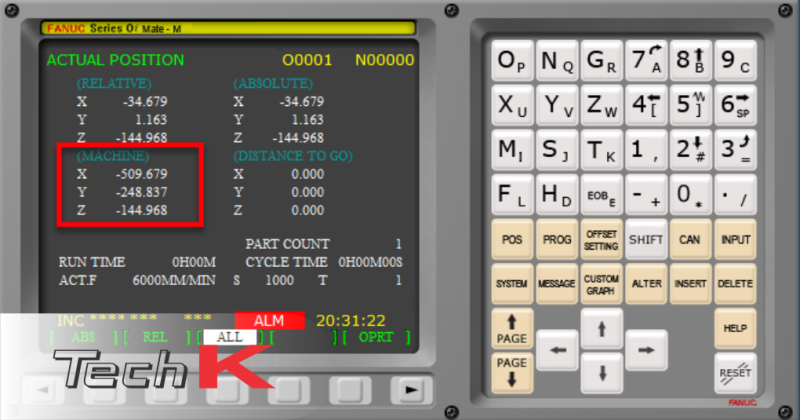
Tọa độ Machine của máy CNC
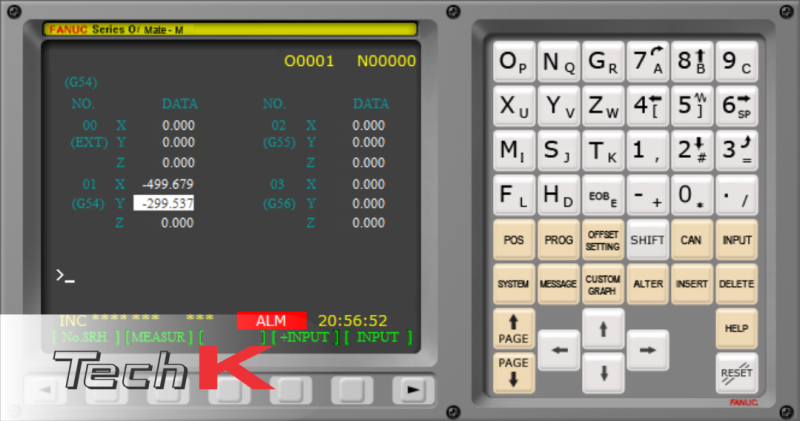
Kế đến, khi ta đã có được tọa độ X của phôi thì ta sẽ tiến hành nhập vào bảng Offfset Setting bằng cách chọn vào nút OFFSET SETTING, chọn vào tùy chọn WORK để nhập tọa độ gia công và ta sẽ nhập tọa độ X vào vị trí G54 như hình minh họa bên dưới.
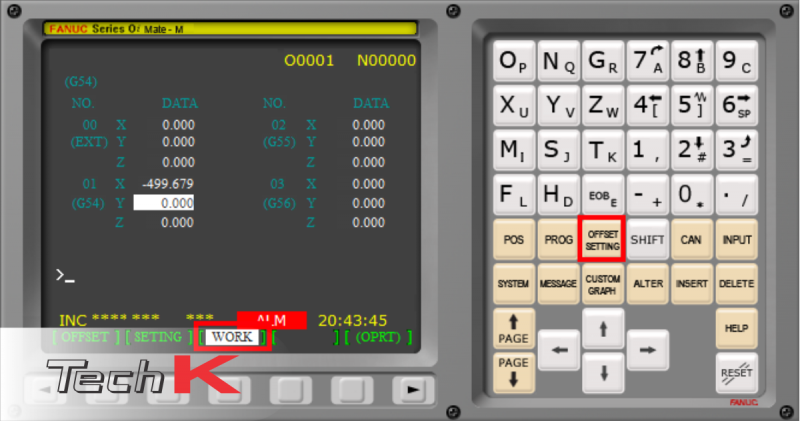
Hộp thoại OFFSET SETTING
Khi đã nhập được tọa độ X ta sẽ tiếp tục thực hiện tương tự so với tọa độ Y, ta sẽ di chuyển dung cụ cắt lấy đi một lượng nhỏ phoi ở mặt còn lại trên biên dạng của chi tiết như hình minh họa bên dưới.
Dụng cụ cắt chạm vào mặt còn lại trên biên dạng của chi tiết
Kế đến ta sẽ nhấn vào nút POS và chọn vào tùy chọn ALL tương tự như vừa rồi và ta sẽ được tọa độ Y là -309.537 và dao đang nằm bên phía dương ở trục Y so với chi tiết nên ta sẽ cộng giá trị bán kính dụng cụ cắt là 10 mm vào ta sẽ được kết quả là -299.537
Tọa độ Machine của máy CNC
Tiếp theo ta cũng nhập giá trị trên vào hộp thoại OFFSET SETTING trong mục WORK như ta vừa thao tác ở tọa độ X như hình minh họa bên dưới.
Hộp thoại OFFSET SETTING
Kế đến ở tọa độ Z thì ta có 2 trường hợp. Ở trường hợp thứ nhất thì trong chương trình chạy của chúng ta chỉ sử dụng một dao duy nhất thì ta có thể nhập tọa độ Z chương với tọa độ X và Y trong mục G54. Còn thông thường thì trong chương trình chạy của chúng ta sử dụng nhiều hơn 2 dao thì tọa độ Z này chúng ta sẽ nhập ở mục khác.
Ta thao tác như sau, thì đầu tiên để xét tọa độ Z thì ta có nhiều cách để xét mặt chuẩn nếu mặt đó đã gia công tinh rồi bắt buộc ta phải sử dụng con đội hoặc giấy để kê và không cho trục chính quay. Còn đối với bài tập này ta coi như đây là phôi thô là ta sẽ cho trục chính quay và ăn đi một lượng phoi trên bề mặt của chi tiết như hình minh họa bên dưới.
Kế đến ta cũng chọn vào hộp thoại POS để xem tọa độ Z như hình minh họa bên dưới và ta thấy được tọa độ Z ở đây bằng -141.068
.png)
Tọa độ Machine của máy CNC
Tiếp theo ta chọn vào ô OFFSET SETTING và không chọn vào mục WORK nữa mà sẽ chọn vào mục OFFSET và nhập tọa độ Z vào vị trí tương ứng với dụng cụ cắt đang sử dụng cho việc xét phôi như hình minh họa bên dưới.
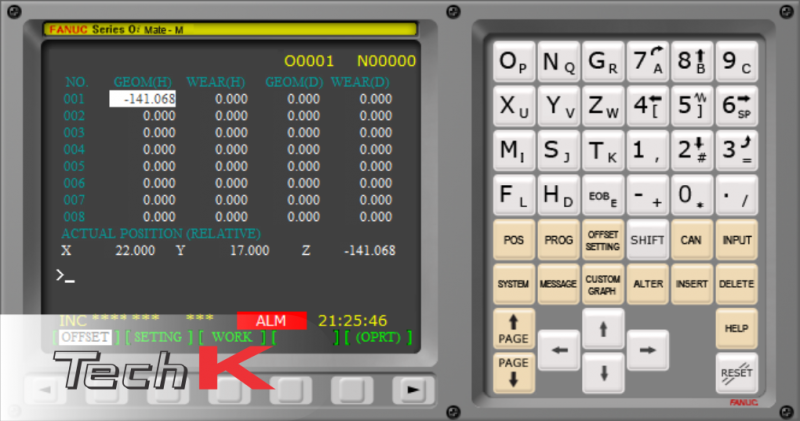
Nhập tọa độ Z vào hộp thoại OFFSET SETTING
Và vừa rồi tôi đã hướng dẫn xét tâm dao trên máy phay CNC qua các bước cơ bản và các bước làm trong bài viết này tương đối giống khi ta thực hiện ở ngoài thực tế. Nếu các bạn có vấn đề gì thắc mắc ở bài viết này xin hãy comment ở bên dưới. Chúc các bạn thành công!
Tham khảo Các khóa học lập trình và vận hành máy CNC tại TechK:
✨ Khóa học MasterCAM 2D - Lập trình gia công phay CNC
✨ Khóa học MasterCAM 3D - Lập trình gia công phay CNC
✨ Khóa học MasterCAM - Lập trình gia công tiện CNC
✨ Khóa học Lập trình và Vận hành máy CNC
ÔN HỒ HẢO - TRUNG TÂM ĐÀO TẠO VÀ CHUYỂN GIAO CÔNG NGHỆ TECHK
0943 834 657
0888 318 368
Yêu cầu chúng tôi liên hệ bạn

TRUNG TÂM ĐÀO TẠO VÀ CHUYỂN GIAO CÔNG NGHỆ TECHK
2019 techk CO., Ltd All rights reserved


