
TechK cập nhật liên tục tin chuyên ngành cơ khí, cơ điện, tự động hoá... trong nước và thế giới. Đặc biệt là lĩnh vực CAD/CAM/CAE/CNC, Internet of thing, thiết kế, lập trình điều khiển tự động.
Trong thời đại công nghiệp hóa hiện đại hóa như hiện nay thì việc gia công được sản phẩm cơ khí có biên dạng khác nhau thì chúng ta sẽ nghĩ ngay đến phay CNC, để có thể lập trình phay CNC hệ Fanuc thì ta phải biết được nguyên lí hoạt động cũng như nắm rõ được các mã lệnh G-code.
Trên thị trường hiện nay thì có 1 vài hệ điều hành máy tiện CNC được biết đến như: Siemens, Heidenhain, Fagor, Mazatrol, Sinumerik và Fanuc. Thì hệ điều khiển được sử dụng nhiều nhất đó là Fanuc vì dễ dàng lập trình và vận hành cũng như được đa số người sử dụng ở Việt Nam nên dễ dàng sửa chữa các lỗi thường gặp trong quá trình làm việc.
Để có thể lập trình phay CNC hệ Fanuc thì đầu tiên ta phải nắm rõ được nguyên lí hoạt động của máy mà ta đang lập trình và vận hành như: cách gá đặt phôi, cách đo kiểm sản phẩm sau khi gia công hoàn thành,…

Gia công phay CNC
Kế đến để lập trình tiện CNC hệ Fanuc thì ta sẽ phải biết được các bước cơ bản để gá đặt phôi một cách chính xác mà hợp lí nhất để khi gia công không bị rơ hay rung lắc dẫn đến hư hại cho chi tiết gia công.

Gá đặt phôi trên máy phay CNC
Bước kế tiếp trong lập trình phay CNC hệ Fanuc đó là setup gốc tọa độ gia công. Đây là công đoạn đòi hỏi sự tỉ mỉ cao trong việc tính toán, setup gốc tọa độ gia công thông thường ta sẽ có nhiều cách như là sử dụng chính dụng cụ cắt dể setup tọa độ hoặc an toàn hơn nữa là ó thể đầu dò lệch tâm hoặc đầu dò quang như hình minh họa bên dưới.
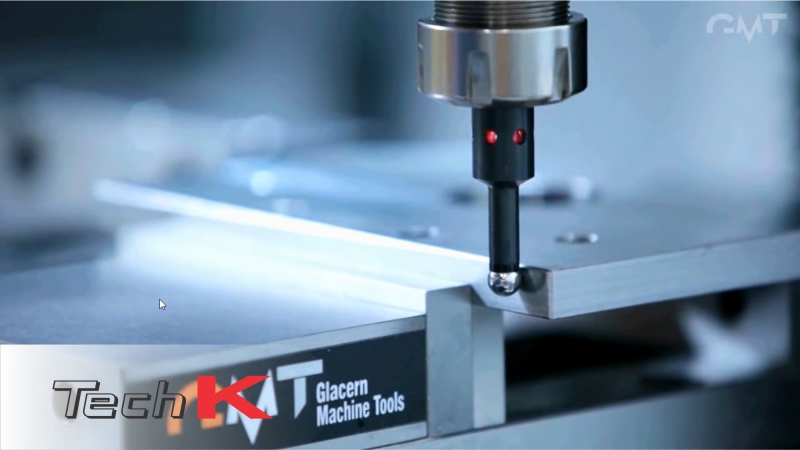
Setup gốc tọa độ gia công bằng đầu dò quang
Bên cạnh việc setup gốc tọa độ gia công (Work Offset) thì ta cũng cần setup chiều dài của dụng cụ cắt mà ta có cách gọi khác đó là bù trừ chiều dài dao. Ta có thể sử dụng dao cắt chạm vào mặt trên của chi tiết thì cách đó hơi nguy hiểm hoặc ta có thể sử dụng con đội có chiều cao xác định để setup chiều dài của dụng cụ cắt như hình minh họa bên dưới.
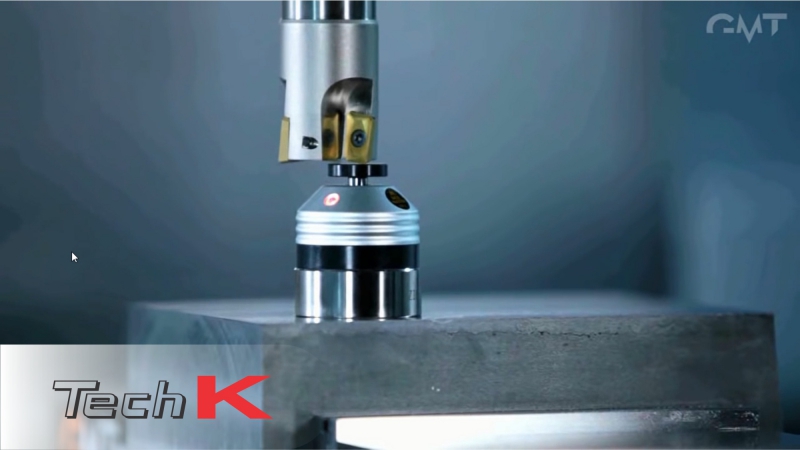
Bù trừ chiều dài dao bằng con đội
Sau khi đã thuần thục các bước để setup gốc tọa độ gia công và các cách gá đặt dụng cụ cắt thì bạn phải biết được các mã lệnh M-code và G-code cơ bản để lập trình và có thể chỉnh sửa được chương trình nếu muốn. Và ở đây ta có một vài mã lệnh G-code và mã lệnh M-code để các bạn có thể tham khảo:
|
M00 |
Tạm dừng chương trình không điều kiện |
|
M01 |
Tạm dừng chương trình có điều kiện |
|
M02 |
Dừng chương trình |
|
M03 |
Trục chính quay theo chiều kim đồng hồ |
|
M04 |
Trục chính quay ngược chiều kim đồng hồ |
|
M05 |
Dừng trục chính |
|
M06 |
Lệnh thay dao tự động |
|
M08 |
Mở dung dịch trơn nguội |
|
M09 |
Tắt dung dịch trơn nguội |
|
M30 |
Kết thúc và trở lại đầu chương trình |
|
M41 |
Trục chính quay ở vùng tốc độ thấp |
|
M42 |
Trục chính quay ở vùng tốc độ cao |
|
M98 |
Gọi chương trình con |
|
M99 |
Kết thúc chưng trình con |
|
FANUC O-MC |
Mô tả chức năng |
|---|---|
|
G00 |
Định vị dao nhanh |
|
G01 |
Nội suy đường thẳng với lượng ăn dao F |
|
G02 |
Nội suy cung tròn theo chiều kim đồng hồ |
|
G03 |
Nội suy cung tròn ngược chiều kim đồng hồ |
|
G04 |
Thời gian dừng cuối hành trình |
|
G15 |
Hủy chế độ nội suy theo tọa độ cực |
|
G16 |
Chế độ nội suy theo tọa độ cực |
|
G17 |
Chọn mặt phẳng gia công XY |
|
G18 |
Chọn mặt phẳng gia công XZ |
|
G19 |
Chọn mặt phẳng gia công YZ |
|
G20 |
Hệ inch |
|
G21 |
Hệ Milimet |
|
G28 |
Gọi dụng cụ về điểm chuẩn R |
|
G30 |
Trở về điểm chuẩn thứ 2, 3, 4 |
|
G37 |
Bù trừ dao tự động theo Z |
|
G40 |
Hủy bù trừ bán kính mũi dao |
|
G41 |
Bù trừ bán kính mũi dao bên trái |
|
G42 |
Bù trừ bán kính mũi dao bên phải |
|
G43 |
Bù trừ chiều dài dao dương |
|
G44 |
Bù trừ chiều dài dao âm |
|
G49 |
Hủy bù trừ chiều dài dao |
|
G50 |
Hủy khuyếch đại đường chuyển dao |
|
G51 |
Khuyếch đại đường chạy dao |
|
G52 |
Thiết lập hệ tọa độ phôi cục bộ |
|
G53 |
Thiết lập hệ tọa độ máy |
|
G54 – G59 |
Thiết lập hệ tọa độ phôi từ thứ 1 đến thứ 6 |
|
G60 |
Định vị nhanh dụng cụ theo 1 hướng |
|
G61 |
Chế độ dừng chính xác |
|
G62 |
Tự động giảm tốc tại góc nhọn giữa 2 đường |
|
G63 |
Chế độ taro bình thường |
|
G65 |
Gọi chương trình macro |
|
G66 |
Gọi chương trình macro modal |
|
G67 |
Hủy gọi chương trình macro modal |
|
G68 |
Xoay hệ tọa độ |
|
G73 |
Chu trình khoan bẻ phôi |
|
G74 |
Chu trình taro ren trái |
|
G76 |
Chu trình doa tinh lỗ |
|
G80 |
Hủy chu trình khoan lỗ |
|
G81 |
Chu trình khoan mồi |
|
G82 |
Chu trình khoan có thời gian dừng ở đáy lỗ |
|
G83 |
Chu trình khoan sâu |
|
G84 |
Chu trình taro ren phải |
|
G85 |
Chu trình doa lỗ và lùi dao ra với với tốc độ tiến dao F |
|
G86 |
Chu trình doa lỗ và lùi dao nhanh ra ngoài mà trục chính ngưng quay |
|
G87 |
Chu trình doa mặt sau lỗ |
|
G88 |
Chu trình doa lùi dao bằng tay |
|
G89 |
Chu trình doa có dừng ở đáy lỗ |
|
G90 |
Lập trình tuyệt đối |
|
G91 |
Lập trình tương đối |
|
G92 |
Thiết lập góc tọa độ từ vị trí hiện tại của dụng cụ |
|
G94 |
Đơn vị ăn dao trên phút |
|
G95 |
Đơn vị ăn dao trên vòng |
|
G96 |
Tốc độ cắt mặt không đổi (met/phút) |
|
G97 |
Hủy tốc độ cắt mặt không đổi (vòng/phút) |
|
G98 |
Lùi dao đến cao độ xuất phát trong các chu trình gia công lỗ |
|
G99 |
Lùi dao đến cao độ an toàn R trong các chu trình gia công lỗ |
Kế đến trong lập trình phay CNC hệ Fanuc thì ngoài yếu tố bắt buộc là biết được cách lập trình bù trừ bán kính dao thì ta cũng cần biết được một số mã lệnh G-code như: mã lệnh xoay biên dạng gia công G68; mã lệnh xoay tọa độ cực G15 hoặc các chức năng hỗ trợ cho việc lập trình nhanh hơn như lập trình với chương trình con.
Bài viết vừa rồi nêu lại các bước lập trình phay CNC hệ Fanuc mà người lập trình hoặc vận hành máy nào cũng phải biết. Nếu các bạn có góp ý gì có thể comment ở phía bên dưới. Chúc các bạn thành công!
Tham khảo Các khóa học lập trình và vận hành máy CNC tại TechK:
✨ Khóa học MasterCAM 2D - Lập trình gia công phay CNC
✨ Khóa học MasterCAM 3D - Lập trình gia công phay CNC
✨ Khóa học MasterCAM - Lập trình gia công tiện CNC
✨ Khóa học Lập trình và Vận hành máy CNC
ÔN HỒ HẢO - TRUNG TÂM ĐÀO TẠO VÀ CHUYỂN GIAO CÔNG NGHỆ TECHK
0943 834 657
0888 318 368
Yêu cầu chúng tôi liên hệ bạn

TRUNG TÂM ĐÀO TẠO VÀ CHUYỂN GIAO CÔNG NGHỆ TECHK
2019 techk CO., Ltd All rights reserved


