TechK cập nhật liên tục tin chuyên ngành cơ khí, cơ điện, tự động hoá... trong nước và thế giới. Đặc biệt là lĩnh vực CAD/CAM/CAE/CNC, Internet of thing, thiết kế, lập trình điều khiển tự động.
Một vật rắn tuyệt đối trong không gian có sáu bậc tự do chuyển động, khi ta đặt nó trong hệ tọa độ Đề-các (không gian ba chiều) như hình sau:
.jpg)
Khi đặt một khối lập phương trong hệ tọa độ Đề-các, ta có thể thấy các chuyển động trên được khống chế như sau:
Cần chú ý rằng mỗi mặt phẳng đều có khả năng khống chế 3 bậc tự do, nhưng ở những mặt phẳng YOZ và XOZ chỉ cần khống chế hai và một bậc tự do vì có những bậc tự do ở mặt này có thể khống chế thì ở mặt XOY đã khống chế rồi.
Như vậy 6 bậc tự do chuyển động của vật thể rắn tuyệt đối đã được khống chế hay nói cách khác ta đã xác định được vị trí duy nhất của vật thể rắn trong không gian và chỉ một vị trí mà thôi. Nếu chỉ cần để cho vật thể được chuyển động theo một bậc tự do nào đó thì vật thể đó sẽ có vô số vị trí và do đó không có vị trí cố định trong không gian.
Người ta dùng nguyên tắc 6 điểm trên để định vị chi tiết gia công. Khi đó coi chi tiết như một vật rắn tuyệt đối và cũng đặt nó trong hệ tọa độ Đề-các.
Vì vậy nguyên tắc sáu điểm khi định vị chi tiết có thể phát biểu như sau: Để định vị hoàn toàn phôi (hoặc chi tiết) trong đồ gá cần phải tạo sáu điểm tỳ bố trí trên các mặt chuẩn của phôi (hoặc chi tiết) để khống chế 6 bậc tự do chuyển động (3 tịnh tiến và 3 quay) trong hệ tọa độ Đề-các.
Trong thực tế không phải lúc nào người ta cũng định vị hết cả sáu điểm mà tùy theo yêu cầu gia công ở từng nguyên công mà số bậc tự do định vị có thể từ 1 đến 6.
Ví dụ:
|
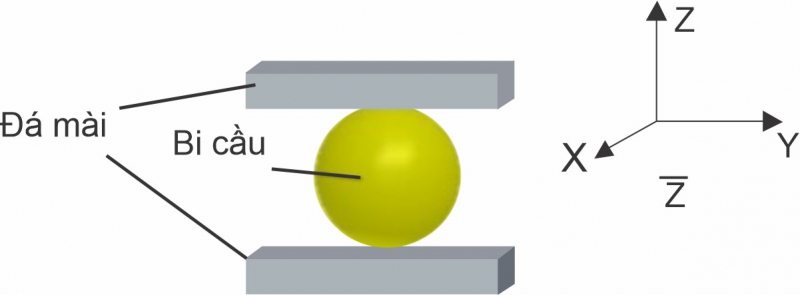
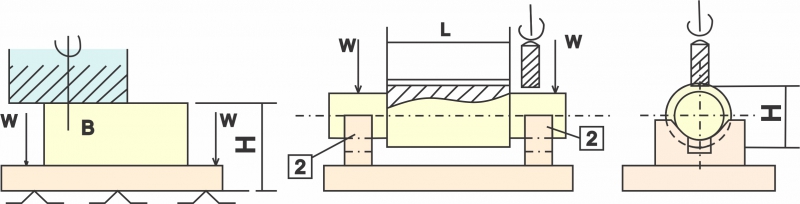
Chỉ cần hạn chế 1 bậc tự do: trong công nghệ mài bi cầu. |
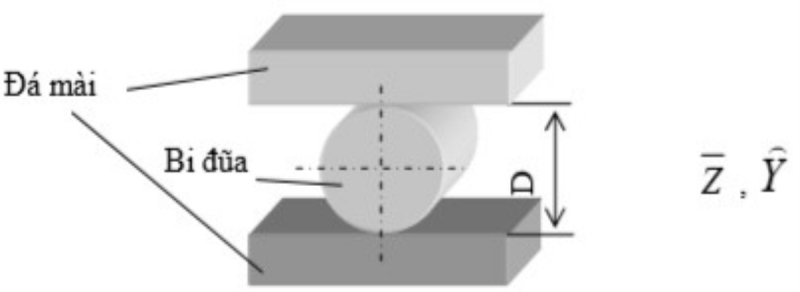
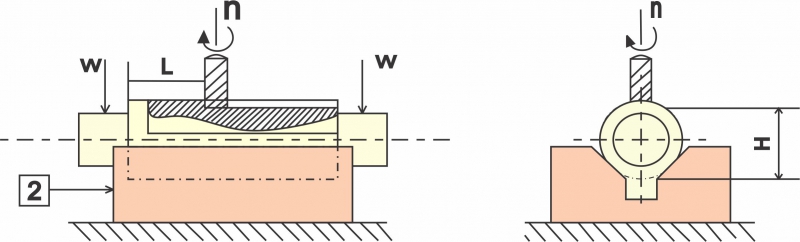
Chỉ cần hạn chế 2 bậc tự do: trong công nghệ mài bi đũa. |
|
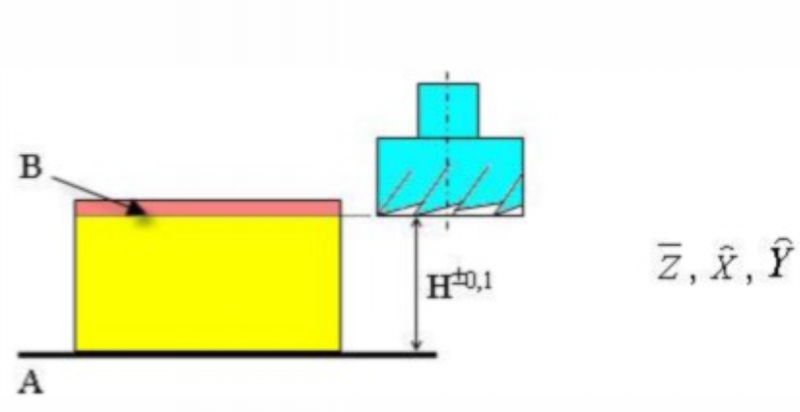
Chỉ cần hạn chế 3 bậc tự do: phay mặt phẳng B đạt kích thước H0,1 và song song với mặt phẳng A. |
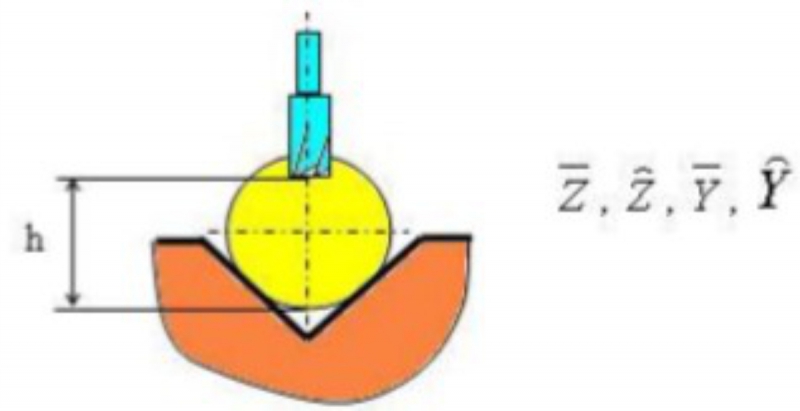
Chỉ cần hạn chế 4 bậc tự do: phay rãnh then suốt dọc chi tiết trụ, đảm bảo kích thước h và đối xứng qua tâm |
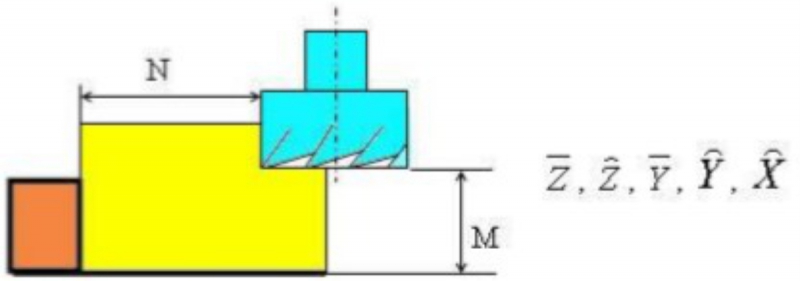
Chỉ cần hạn chế 5 bậc tự do: phay bậc suốt dọc chi tiết, đảm bảo kích thước M và N
Số điểm định vị còn phụ thuộc vào kích thước của bề mặt được định vị, vào các mối lắp giữa bề mặt định vị của chi tiết với các bề mặt của đồ định vị. Ví dụ:
Một mặt phẳng tương đương 3 điểm (khống chế 3 bậc tự do)
Một khối V ngắn (L << D, L = chiều dài tiếp xúc của khối V với mặt trụ chuẩn của chi tiết; D = đường kính của mặt trụ chuẩn) tương đương 2 điểm.
Một khối V dài (L > D, L = chiều dài tiếp xúc của khối V với mặt trụ chuẩn của chi tiết; D = đường kính của mặt trụ chuẩn) tương đương 4 điểm.
Một khối V ngắn tương đương 1 điểm. Một chốt trụ ngắn (L<< D, L = chiều dài tiếp xúc của chốt với lỗ chuẩn của chi tiết; D= đường kính của lỗ chuẩn) tương đương 2 điểm.
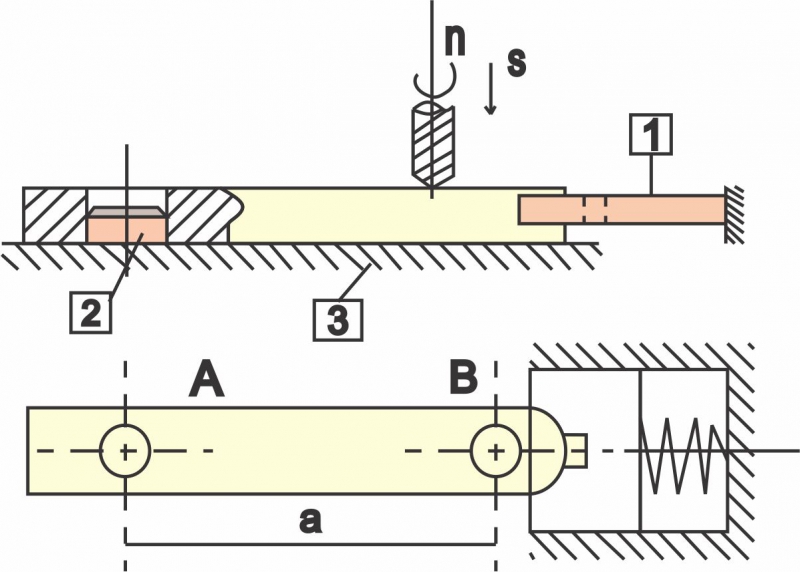
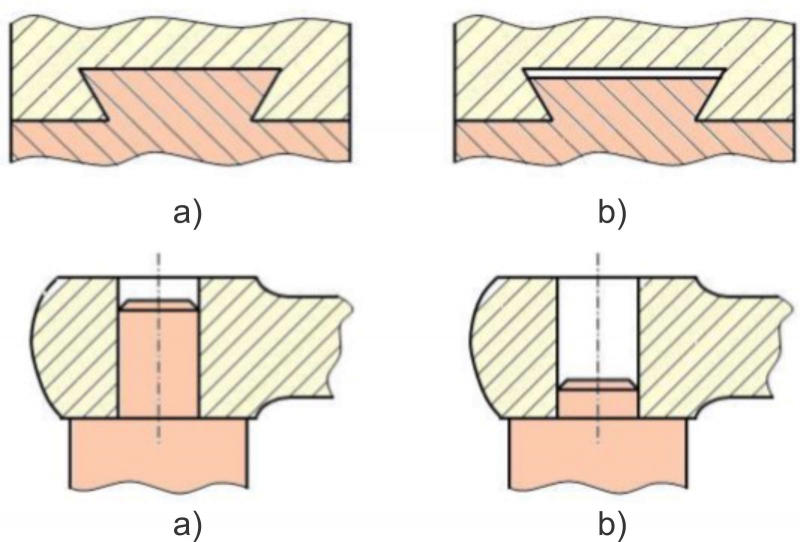
Mối lắp giữa bề mặt chi tiết được định vị và đồ định vị. Ví dụ: khi định vị bằng chốt trụ dài, nếu mối lắp có khe hở thì số điểm định vị không còn là 4 nữa; vì khi đó chi tiết có thể dịch chuyển và quay tương đối với chốt.
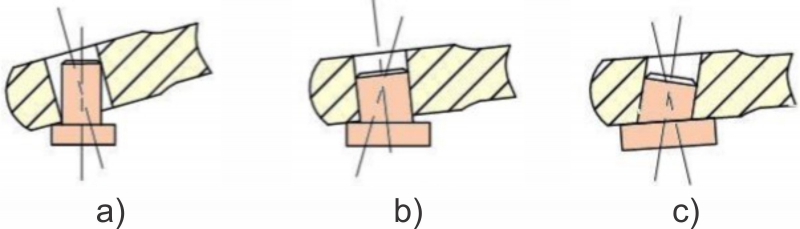
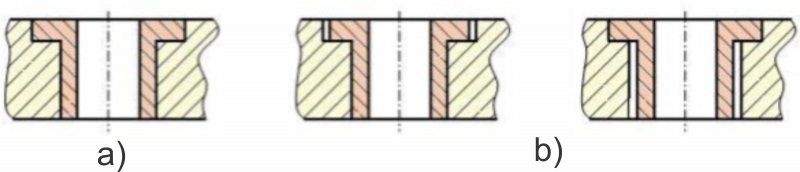
Trường hợp 1 bật tự do được khống chế nhiều lần gọi là siêu định vị. Ví dụ: dùng chốt trụ dài, mà mặt phẳng ở dưới lại định vị 3 bậc tự do nữa, trường hợp này là siêu định vị (hình b, c) vì có hai bậc tự do 2 lần (3 điểm mặt phẳng + 4 điểm mặt trụ dài = 7 điểm, mà thực chất còn một bậc tự do quay quanh tâm của chốt chưa khống chế). Lúc này sẽ xảy ra 2 trường hợp: hoặc chi tiết bị cong vênh (hình b) hoặc đồ định vi sẽ hư hỏng (hình c). Nguyên nhân là do sai số không thẳng góc của lỗ chi tiết với mặt đầu lỗ hoặc của chốt định vị với mặt tỳ dưới của chốt không bằng nhau dưới tác dụng của lực kẹp.
Khi định vị phải hạn chế đủ bậc tự do cần thiết khi định vị; Không nên hạn chế thừa bậc tự do cần thiết, vì như thế đồ gá sẽ phức tạp. Tuy nhiên trong nhiều trường hợp khi gá đặt, để giảm thời gian phụ, nâng cao năng suất, người ta có thể hạn chế đủ sáu bậc tự do khi định vị.
Nguồn: Cơ sở công nghệ chế tạo máy. Trường Đại Học Sư Phạm Kĩ Thuật TP. Hồ Chí Minh.
Tham khảo Các khóa học lập trình và vận hành máy CNC tại TechK:
✨ Khóa học MasterCAM 2D - Lập trình gia công phay CNC
✨ Khóa học MasterCAM 3D - Lập trình gia công phay CNC
0943 834 657
0888 318 368
Yêu cầu chúng tôi liên hệ bạn

TRUNG TÂM ĐÀO TẠO VÀ CHUYỂN GIAO CÔNG NGHỆ TECHK
2019 techk CO., Ltd All rights reserved