
TechK cập nhật liên tục tin chuyên ngành cơ khí, cơ điện, tự động hoá... trong nước và thế giới. Đặc biệt là lĩnh vực CAD/CAM/CAE/CNC, Internet of thing, thiết kế, lập trình điều khiển tự động.
Hiện nay ngành công nghiệp gia công CNC đang rất phát triển nên đang rất cần một nguồn nhân lực lớn và chất lượng. Cùng với đó là sự phát triển của các ngành công nghiệp phụ trợ và nhiều nhất đó là sản xuất và phân phối dao cụ. Trước khi tìm hiểu về các ý nghĩa các thông số của dụng cụ cắt ta sẽ tìm hiểu về các vật liệu cấu tạo nên các dụng cụ cắt trên máy phay.
1. Thép carbon (Carbon Steel)
Đây được xem là vật liệu cho dụng cụ cắt rẻ tiền nhất và chúng được cấu tạo bao gồm từ 0,6-1,5% carbon và với một lượng nhỏ mangan và silicon. Thông thường bạn sẽ tìm thấy vật liệu này được sử dụng cho các chiến lược có tốc độ gia công thấp như khoan xoắn, phay định hình, phay và tiện các chi tiết có vật liệu mềm như: nhôm, gỗ, nhựa,…
2. Thép tốc độ cao (High Speed Steel)
Vật liệu này là sự kết hợp giữa crom, vonfram và molypden để tăng cường độ cứng, độ dẻo dai và khả năng chống mài mòn cho dụng cụ cắt. Các dụng cụ cắt sử dụng vật liệu thép tốc độ cao (HSS) thường đắt hơn các công cụ khác, nhưng chúng được chế tạo để tồn tại và cung cấp tỷ lệ bóc tách khối lượng lớn cho cả vật liệu cứng và kim loại màu.
3. Solid Carbide
Chất liệu này có khả năng chống mòn cao hơn so với chất liệu thép tốc độ cao (HSS) nhưng cũng dễ bị sứt mẻ thay vì mòn dần theo thời gian. Bởi vì điều này sẽ tìm thấy Solid Carbon được sử dụng chủ yếu trong các chiến lược gia công tinh hoặc những chiến lược có độ mài mòn thấp. Thông thường các dụng cụ cắt làm từ vật liệu Solid Carbide được chế tạo bằng cách thiêu kết carbide với một kim loại khác như vonfram, titan hoặc tantalum, mang lại cho các công cụ này khả năng chịu nhiệt cao và làm cho chúng trở nên lý tưởng cho các bề mặt chất lượng cao.
4. Ceramic
Dụng cụ cắt có phủ lớp gốm trên bề mặt có khả năng chống ăn mòn và được làm từ nhôm oxit và silicon nitride. Khả năng chịu nhiệt và mài mòn của chúng có nghĩa là chúng có thể hoạt động trong môi trường cắt nhiệt cao mà các công cụ khác không có. Những công cụ này thường được dùng để gia công có chi tiết có vật liệu cứng như: gang, thép cứng và thép hợp kim.
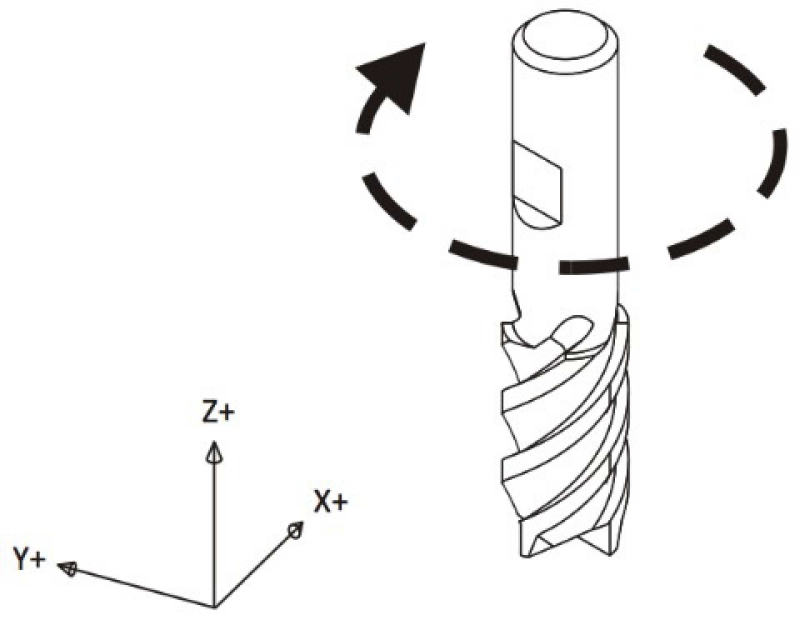
1. Hướng quay
Thông thường các dụng cụ cắt được sử dụng trên máy phay CNC được quay theo cùng chiều kim đồng hồ ngoại trừ các trường hợp gia công taro ren trái thì trục chính mới quay theo ngược chiều kim đồng hồ theo hướng nhìn TOP từ trên xuống.
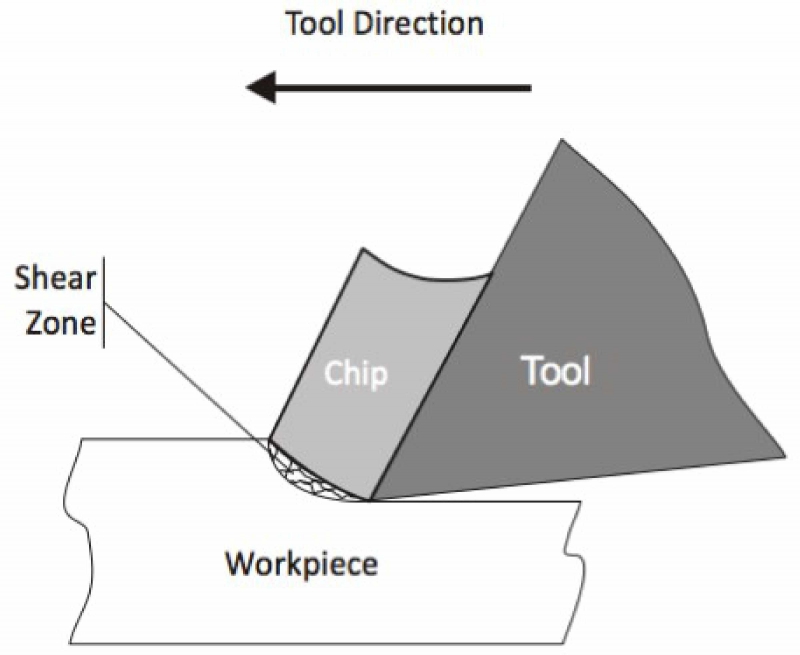
2. Sự hình thành phoi (ba zớ)
Dụng cụ cắt sẽ bóc tách vật liệu kim loại ra khỏi khối chi tiết thông qua quá trình gia công, điều này đồng nghĩa với việc lưỡi cắt sẽ đẩy vật liệu ra khỏi chi tiết ở những vùng mà dụng cụ cắt đi qua.
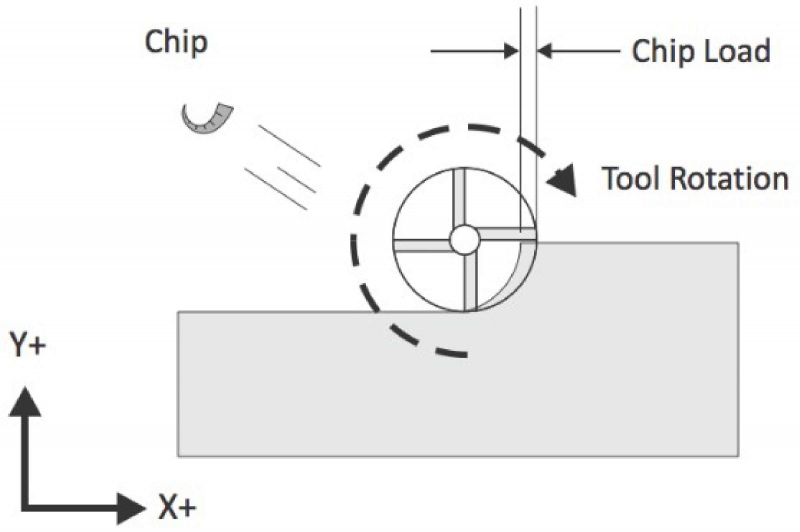
3. Thoát phoi
Độ dày của vật liệu được đẩy ra từ một công cụ được gọi là tải chip. Nhiều ứng dụng CAM hiển thị tải chip được tính toán dựa trên các tham số công cụ đã chọn, tốc độ trục chính và tốc độ nạp liệu tuyến tính. Họ cũng có thể lập trình nguồn cấp dữ liệu và tốc độ dựa trên tải chip mong muốn làm đầu vào. Quan sát kích thước, hình dạng và màu sắc của chip có thể giúp một thợ máy có kinh nghiệm điều chỉnh tốc độ
Độ dày của vật liệu được bóc tách ra khỏi chi tiết phôi gốc được gọi là phoi. Nhiều ứng dụng CAM hiển thị lượng thoát phoi được tính toán dựa trên các tham số của dụng cụ cắt đã chọn, tốc độ trục chính và tốc độ tịnh tiến của bàn máy. Đồng thời ta cũng có thể quan sát kích thước, hình dạng và màu sắc của phoi có thể giúp người vận hành máy có kinh nghiệm để điều chỉnh tốc độ cắt trong quá trình gia công.
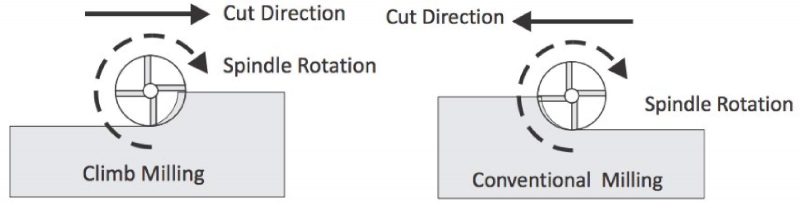
4. Phương pháp phay thuận và phay nghịch
Phay nghịch là phương pháp phay mà ở đó chiều quay của dao và chiều tiến của bàn máy ngược chiều nhau và thường được sử dụng ở các máy gia công cơ. Theo hướng cắt này thì dụng cụ cắt từ cắt một lượng nhỏ vật liệu lên đến độ dày lớn hơn, cọ xát với vật liệu thông qua vết cắt.
Phay Thuận là quá trình phay mà ở đó chiều quay của dao và chiều tiến của bàn máy cùng chiều nhau. Các chi tiết gia công có độ cứng cao hơn và ít bị rung động sẽ sử dụng quy trình Climb phay trong đó công cụ tiến qua vật liệu từ độ dày tối đa đến tối thiểu. Quá trình cắt này cho phép nhiệt rời khỏi vết cắt bằng chip, giảm sự sinh nhiệt và hao mòn dụng cụ trong khi tạo ra bề mặt tốt hơn so với phay thông thường.
1. Dao phay ngón (End Mill)
Để có thể trả lời câu hỏi rằng dụng cụ cắt nào có thể gia công được các chi tiết có độ khó từ cao đến thấp thì câu trả lời đó là dao phay ngón. Dao phay ngón có thể gia công được cả thành bên hoặc đáy của chi tiết do có các lưỡi cắt được bố trí dọc theo cán dao
a. Phay cạnh
Được sử dụng để gia công cạnh bên của một chi tiết như bạn thấy ở hình bên dưới
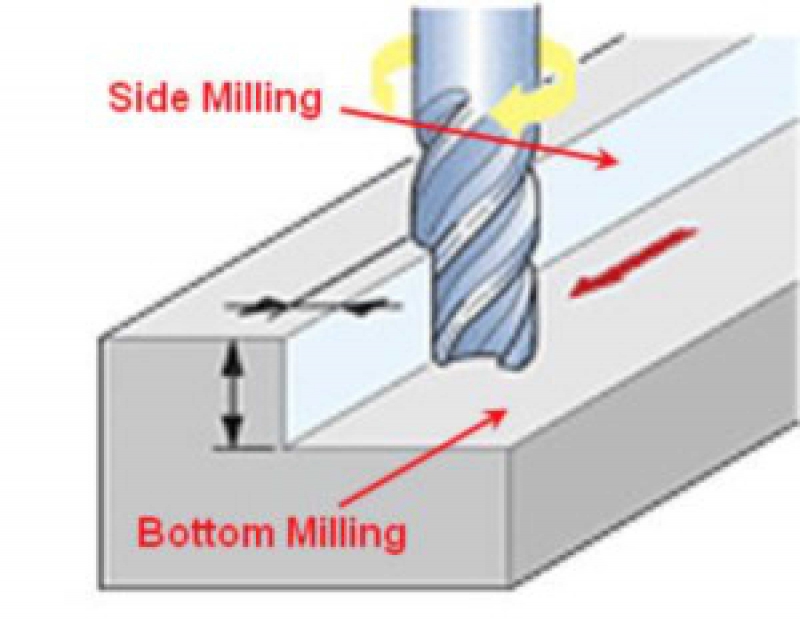
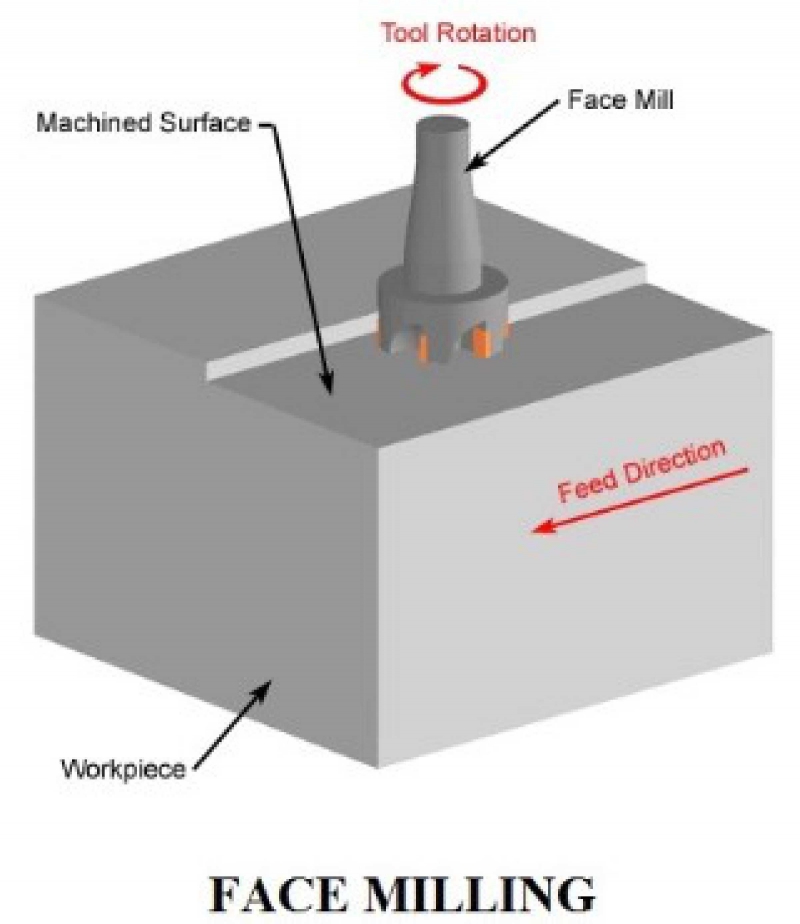
a. Phay mặt
Được sử dụng để gia công mặt trên của một chi tiết như bạn thấy ở hình bên dưới
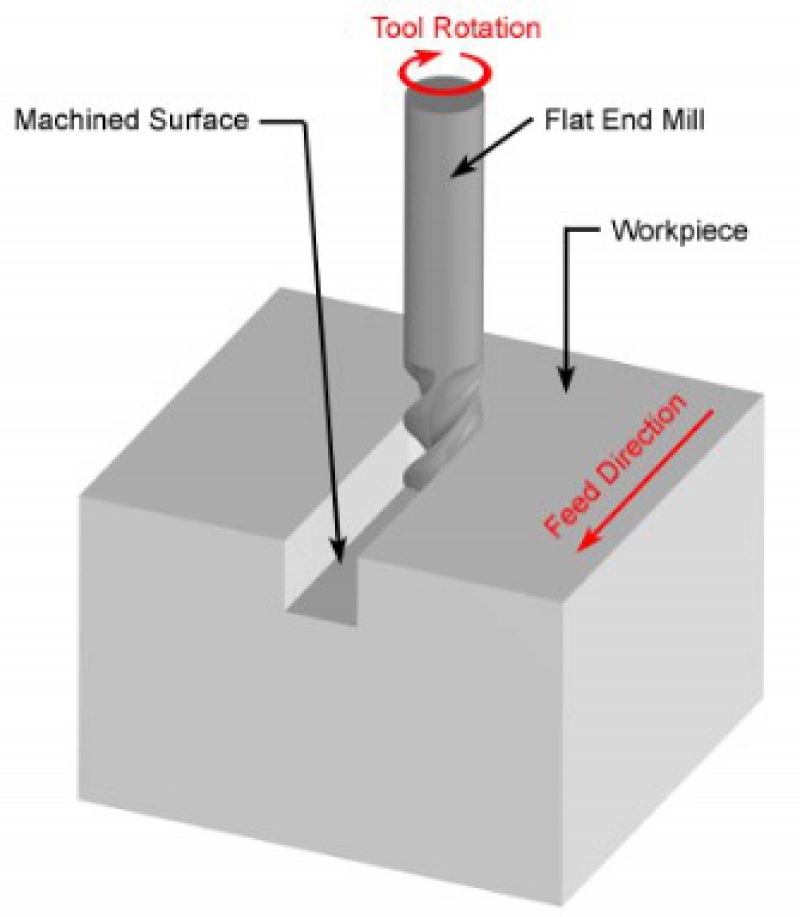
c. Phay rãnh
Được sử dụng để gia công rãnh ở giữa hai bề mặt của một chi tiết như bạn thấy ở hình bên dưới.
d. Gia công đột
Được sử dụng để gia công dọc theo trục Z như bạn có thể thấy ở hình bên dưới
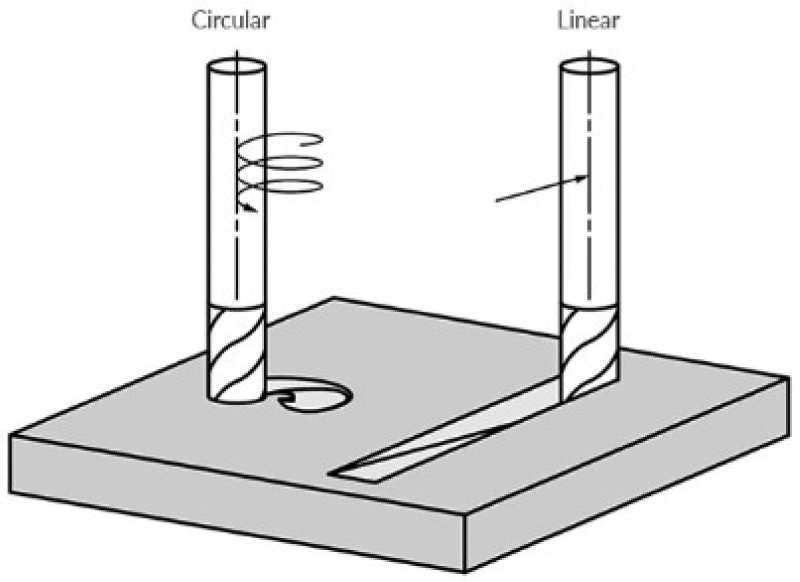
e. Gia công đâm xiên (Ramping)
Sử dụng để gia công đồng thời theo 2 hướng đó là xuyên tâm và hướng trục, dẫn đến đường chạy dao xiên. Đường chạy dao Ramping có thể là hình tròn hoặc tuyến tính như bạn có thể thấy ở hình bên dưới
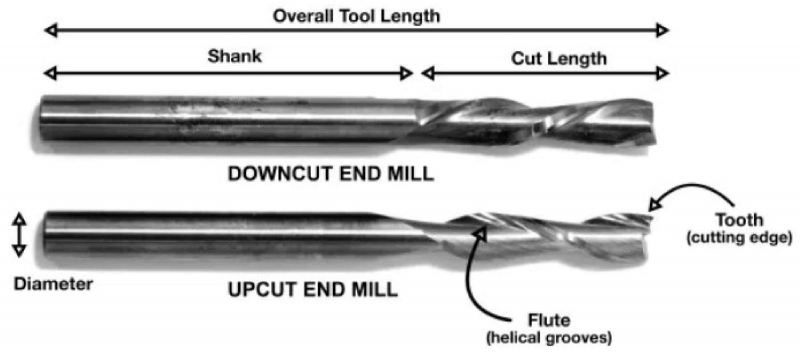
Các thông số cơ bản của dụng cụ cắt, chiều dài tổng thể của dụng cụ cắt có 2 thành phần đó là chiều dài cán dao và chiều dài lưỡi cắt. Cán dao được kẹp cứng để truyển chuyển động quay từ đầu BT để tiến hành bóc tách vật liệu, các thông số cơ bản của dụng cụ cắt các bạn có thể thấy như hình bên dưới
Các lớp phủ trên đầu của dụng cụ cắt giúp tăng độ cứng, tăng tuổi thọ và cho phép gia công với tốc độ cao hơn. Các loại vật liệu thường được sử dụng để làm lớp phủ có thể kể ra như sau:
Titanium Nitride (TiN): Đây là vật liệu tiêu chuẩn thường được sử dụng để gia công tinh, được kết hợp từ các vật liệu như hợp kim của thép, nhôm và nhựa.
Titanium Carbonitride (TiCN): Đây là loại vật liệu tương tự với Titanium Nitride nhưng có khả năng chống mài mòn tốt hơn.
Super-life Titanium Nitride (Al-TiN): Đây được xem là vật liệu tốt nhất dùng để gia công cao tốc (High speed) và ở môi trường có nhiệt độ cao

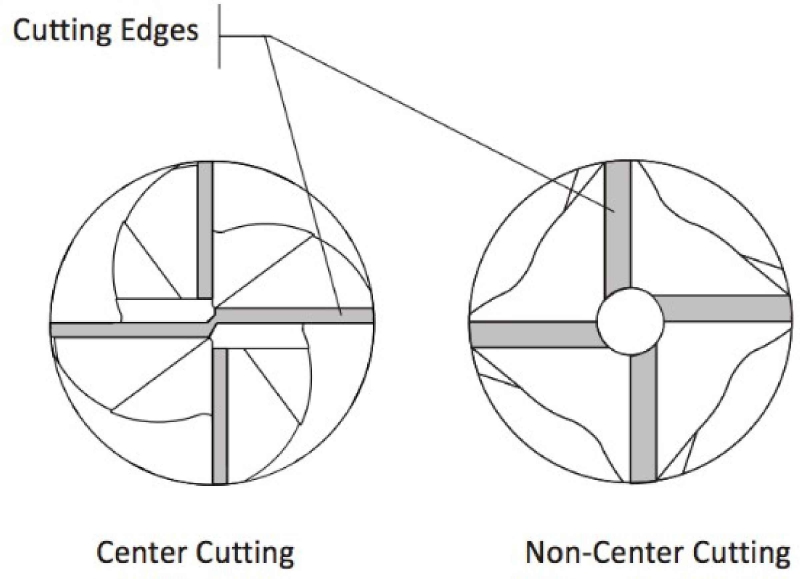
1. Dao phay ngón có lưỡi cắt tâm và loại không có lưỡi cắt tâm
Dao phay ngón có lưỡi cắt tâm như bạn biết thì nó có thể dễ dàng cắt thẳng xuống vật liệu mà không cần phải sử dụng mũi khoan tâm để khoan lỗ mồi trước. Còn nếu ta sử dụng dao cắt không có lưỡi cắt tâm thì ta chỉ có thể đâm dao xuống bên ngoài biên dạng sau đó mới di chuyển vào gia công vùng biên dạng hoặc phải sử dụng mũi khoan tâm để khoan mồi đối với trường hợp gia công hốc trong lòng biên dạng.
2. Lưỡi cắt (Flute)
Bất kì 1 dao phay ngón nào thì cũng có các lưỡi cắt ở mặt cạnh của cán dao, tùy thuộc vào số lượng lưỡi cắt càng nhiều thì càng giúp cho quá trình thoát phoi trở nên dễ dàng hơn và ít bị chôn dao, trên thị trường hiện nay thì có rất nhiều các loại từ 2, 3, 4, 6 và 8 lưỡi cắt hoặc có loại cán dao gắn chip dao hợp kim. Vậy câu hỏi đặt ra là loại nào tốt nhất? Điều đó còn phụ thuộc vào vật liệu gia công và tốc độ cắt mà máy CNC có thể gia công được
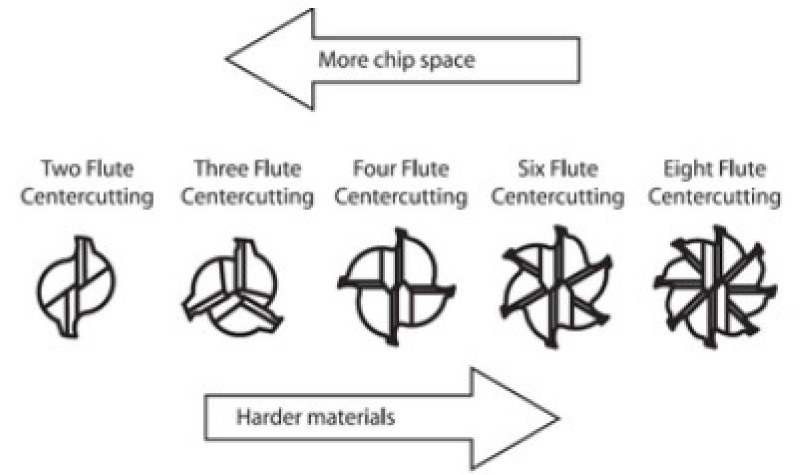
Có 1 quy tắc đó là vật liệu gia công càng cứng thì ta cần phải sử dụng dao càng có nhiều lưỡi cắt, điều này làm giảm tải lên bề mặt của lưỡi cắt và giúp bề mặt gia công đc hoàn thiện, trên thị trường hiện nay các loại dụng cụ cắt phổ biến nhất có số lượng lưỡi cắt là 2, 3 và 4.
3. Các loại thường gặp của dao phay ngón
a. Ball Nose: dao phay cầu, đây là dụng cụ lí tưởng cho việc gia công biên dạng 3D và nhiều chiến lược gia công mặt cong khác, giúp tạp ra các bề mặt 3D chất lượng cao.
.jpg)
b. Bull Nose: Đây là 1 dạng khác của dao phay ngón nhưng điểm khác biệt đó là được bo ở các cạnh với bán kính cung R nhưng mặt đáy thì phẳng tương tự dao phay ngón, thường được sử dụng để tạo góc bo cho cạnh tiếp xúc ở đáy giữa 2 bề mặt vuông góc. Dao phay ngón có góc bo R thường có độ cứng vững tốt hơn vì ít bị mẻ cạnh so với dao phay ngón thông thường nên thường được sử dụng để phá thô.
.jpg)
c. Flat End Mill: Đây là loại cơ bản mà ta thường gặp nhất và được sử dụng để gia công các chi tiết có biên dạng 2D.

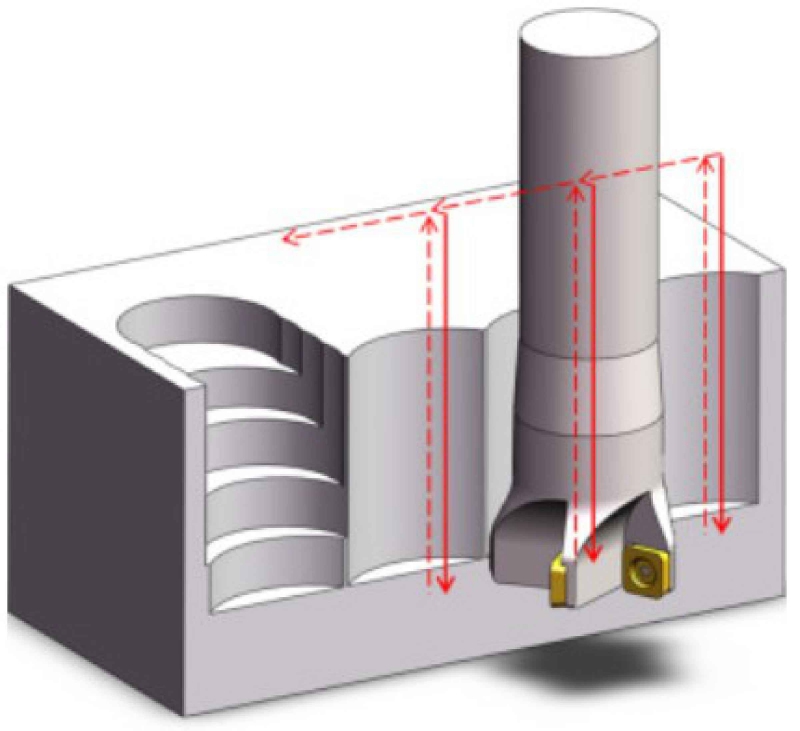
d. Dao phá thô (Roughing) Đây là loại dụng cụ cắt mà có trang bị lưỡi cắt răng cưa, điều này giúp ích cho việc thoát phoi khi phá thô được dễ dàng hơn như bạn có thể thấy ở hình bên dưới.

2. Dao phay mặt (Face Mill)
Dụng cụ này được sử dụng để tạo một khu vực bằng phẳng trên một khối vật liệu. Dụng cụ cắt này thường được sử dụng để phay khỏa mặt trên đỉnh của chi tiết để làm phẳng nó trước khi sử dụng các chiến lược khác để gia công. Một dao phay khỏa mặt thường có dạng liền khối hoặc có dạng gắn mãnh hợp kim có thể thay đổi chip dao dễ dàng nếu bị mòn khi cần thiết. Càng nhiều lưỡi cắt thì kim loại sẽ được bóc tách nhanh hơn.

3. Fly Cutter
Khi ta cần tạo ra một bề mặt bằng phẳng tuyệt vời, thì dao Fly Cutter có thể làm được điều đó. Dụng cụ này sẽ đi quét dọc theo bề mặt của chi tiết theo chiều kim đồng hồ giúp quét đi lượng ba via trên bề mặt chi tiết.

4. Drill (Mũi khoan)
Mũi khoan có cấu tạo tương đối giống với dao phay ngón, nhưng có mũi nhọn ở đầu giúp dễ dàng gia công những lỗ có chiều sâu khác nhau. Vật liệu phổ biến nhất của mũi khoan xoắn đó là thép gió (High Speed Steel) hoặc hợp kim carbon. Các lớp phủ màu vàng như TiN thường được sử dụng để tăng độ cứng cho mũi khoan, giảm mài mòn và tăng tuổi thọ cho mũi khoan.

5. Center Drill (Mũi khoan tâm)
Công cụ này dùng để tạo trước một lỗ hình nón trước khi thực hiện chu trình khoan sâu giúp cho mũi khoan đồng tâm với lỗ khoan. Ngoài ra còn có loại mũi khoan mồi kết hợp với mũi khoan sâu để tiết kiệm được thời gian gia công.

6. Mũi taro ren và phay ren
Mũi taro ren thường được sử dụng để taro ren trong của chi tiết đối với dạng dụng cụ này thường hay bị chôn dao dẫn đến gãy dao, còn đối với dao phay ren thì sẽ là phay theo kiểu quét theo cung tròn nên sẽ tránh được tình trạng bị chôn dao và có thể được sử dụng để gia công ren ngoài và ren trong cho chi tiết.

7. Dao doa lỗ (Reamer)
Mũi dao doa lỗ được sữ dụng để mở rộng lỗ với một dung sai nhất định và đồng thời thì bề mặt sau khi gia công xong sẽ được hoàn thiện bóng mượt. Yêu cầu để có thể sử dụng mũi doa lỗ đó là ta sẽ phải khoan trước một lỗ có đường kính nhỏ hơn từ 0.5 đến 1mm để có thể tiến hành doa lỗ.

Bài viết trên tôi đã giới thiệu cho các bạn chi tiết về dao cắt CNC, chúc các bạn thành công!
Tham khảo Các khóa học lập trình và vận hành máy CNC tại TechK:
✨ Khóa học MasterCAM 2D - Lập trình gia công phay CNC
✨ Khóa học MasterCAM 3D - Lập trình gia công phay CNC
✨ Khóa học MasterCAM - Lập trình gia công tiện CNC
✨ Khóa học Lập trình và Vận hành máy CNC
ÔN HỒ HẢO - TRUNG TÂM ĐÀO TẠO VÀ CHUYỂN GIAO CÔNG NGHỆ TECHK
0943 834 657
0888 318 368
Yêu cầu chúng tôi liên hệ bạn

TRUNG TÂM ĐÀO TẠO VÀ CHUYỂN GIAO CÔNG NGHỆ TECHK
2019 techk CO., Ltd All rights reserved


