
TechK cập nhật liên tục tin chuyên ngành cơ khí, cơ điện, tự động hoá... trong nước và thế giới. Đặc biệt là lĩnh vực CAD/CAM/CAE/CNC, Internet of thing, thiết kế, lập trình điều khiển tự động.
Các lệnh lập trình cơ bản trong tiện CNC được sử dụng trong lập trình máy tiện CNC để giảm thiểu số lượng mã phải viết và cho chúng ta quyền kiểm soát nhiều hơn đối với các biên dạng và hoạt động phức tạp. Hệ thống điều khiển sẽ hiểu hoạt động và thực hiện chu trình lặp đi lặp lại theo các lệnh được lập trình viên đưa ra cho đến khi tính năng hoàn tất.
Trong bài viết này, tỗi sẽ giới thiệu đến các bạn 11 trong số Các lệnh lập trình cơ bản trong tiện CNC cơ bản và thông dụng nhất được các kỹ thuật viên lập trình sử dụng.
1. G70 – Finishing Cycle – Chu trình tiện tinh
.png)
Chu trình tiện tinh G70
G70 P Q;
Ví dụ:
G00 X70.0 Z2.0;
G42;
G70 P100 Q200;
G00 X70.0 Z5.0;
G53 X0.0 Z-210.0 M09;
G40 M05;
Chu trình này được sử dụng sau một trong các chu trình gia công thô và tuân theo biên dạng được lập trình trong chu trình gia công thô đó. Các giá trị 'P' và 'Q' được sử dụng để định vị cấu hình trong chu trình đó và chạy phần tiện tinh theo sau nó.
2. G71 – Roughing Cycle – Chu trình tiện thô dọc trục Z
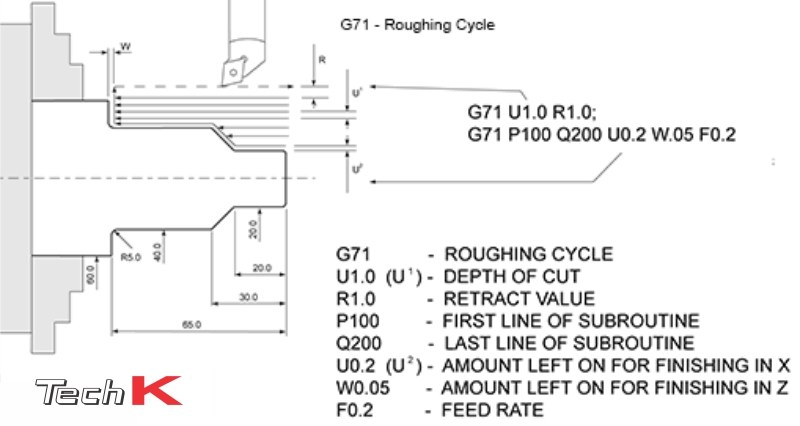
Chu trình tiện thô dọc trục Z G71
G71 U R;
G71 P Q U W F;
Ví dụ:
G71 U1.0 R1.0;
G71 P100 Q200 U0.2 W.05 F0.2;
N100 G00 X19.0;
G01 G42 Z0.0 F0.2;
Z-65.0, R5.0;
X60.0;
N200 G40 X70.0 Z5.0 F200;
Chu trình gia công thô G71 tuân theo biên dạng được lập trình giữa các số N. Nó được sử dụng để loại bỏ vật liệu bằng cách cắt dọc theo trục Z để lại một số vật liệu tiện tinh bằng chu trình G70.
3. G72 – Facing Cycle – Chu trình tiện thô dọc trọc X
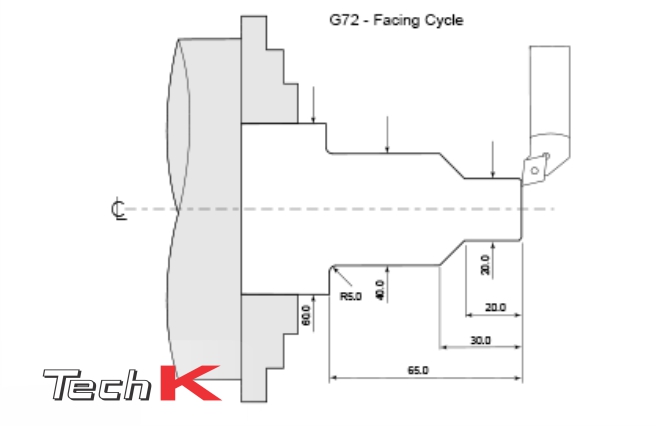
Chu trình tiện thô dọc trục X G72
G72 W1 R;
G72 P Q U W2 F;
Ví dụ:
G72 W1000 R100;
G72 P100 Q200 U0.03 W0.03 F0.01;
N100 G00 Z-0,2 S500 P11;
G01 X3.0 F0.01;
X2.0 Z-0,5;
Z-0,1;
X0,5;
N200 X0.0;
Chu trình gia công thô G72 tuân theo biên dạng được lập trình giữa các số N. Nó hoạt động giống như chu trình G71 nhưng được sử dụng để loại bỏ vật liệu bằng cách cắt dọc theo trục X.
4. G73 – Pattern Pepeating Cycle – Chu trình tiện theo mẫu
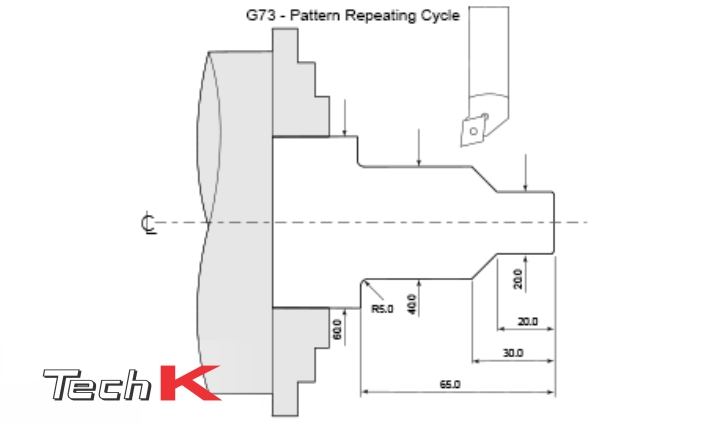
Chu trình tiện theo mẫu G73
G73 U(1) W(1) R;
G73 P Q U (2) W (2) F;
Ví dụ:
G73 U0.5 W0.2 R0.03;
G73 P100 Q200 U0.4 W0.01 F0.01;
N100 G00 X1.0 S1000 P11;
G01 Z-0,4 F0,01;
X2.0 Z-1.0;
Z-1,5;
N200 X4.0;
5. G75 – Peck Grooving Cycle – Chu trình tiện rãnh
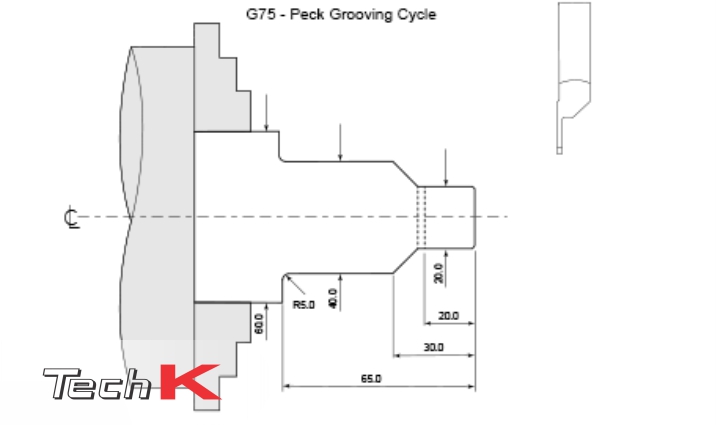
Chu trình tiện rãnh G75
G75 X Z P Q F;
Ví dụ:
G00 X3.0 Z-6.0;
G75 X2.0 Z-1.0 P0.1 Q0.15 F.002;
G00 X10.0 Z12.0;
Chu trình G75 được sử dụng để tạo rãnh cho khu vực diện tích lớn hơn công cụ tạo rãnh.
6. G76 – Screw Thread Cycle – Chu trình tiện ren
Chu trình tiện ren G76
G76 X Z I K D A F;
Ví dụ:
G97 S400 M03;
G00 X20.0 Z5.0 M08;
G76 X18.2 Z-18.0 I-.01 K900 D100 A60 F1.5;
G00 X25.0 Z10.0;
Nếu các thông số của máy được thiết lập chính xác, bạn có thể sử dụng một khối để gia công ren. Lưu ý điều này (Chu trình tiện ren G76 – 1 dòng lệnh) có thể không hoạt động trên mọi máy tiện hoặc trung tâm gia công.
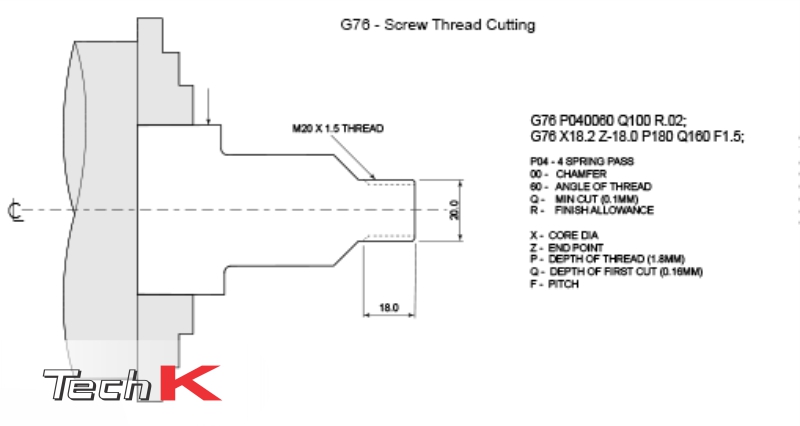
7. G76 – Screw Thread Cycle – Chu trình tiện ren
.png)
Chu trình tiện ren G76
G76 P (1) (2) (3) Q R;
G76 X Z P Q R F;
Ví dụ:
G00 X20.0 Z5.0 M08;
G76 P040060 Q100 R.02;
G76 X18.2 Z-18.0 P180 Q160 F1.5;
G00 X25.0 Z10.0;
Định dạng hai dòng của chu trình tiện ren G76 phổ biến hơn khi lập trình máy tiện CNC
8. G83 – Z-axis Peck Drilling Cycle – Chu trình khoan lỗ theo trục Z
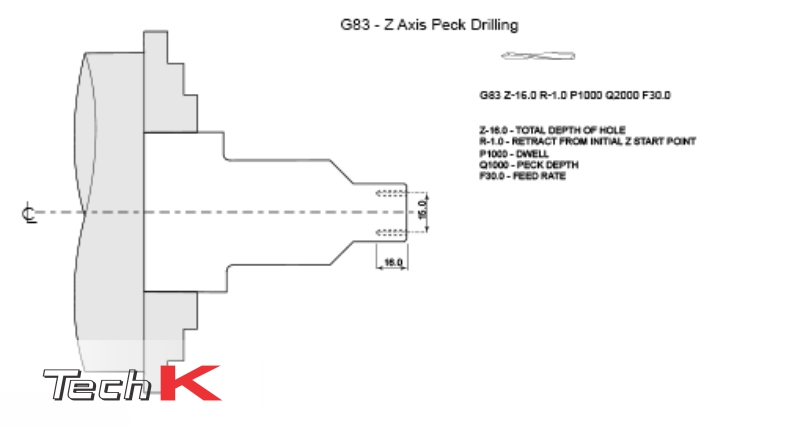
Chu trình khoan lỗ theo trục Z G83
G83 Z Q R P F;
Ví dụ:
Z1.0;
G83 Z-50.0 P500 Q2000 P1000 F0.08;
G80;
Chu trình khoan G83 được sử dụng với công cụ trực tiếp để khoan trên trục Z.
9. G84 – Z-axis Tapping Cycle – Chu trình Taro ren theo trục Z
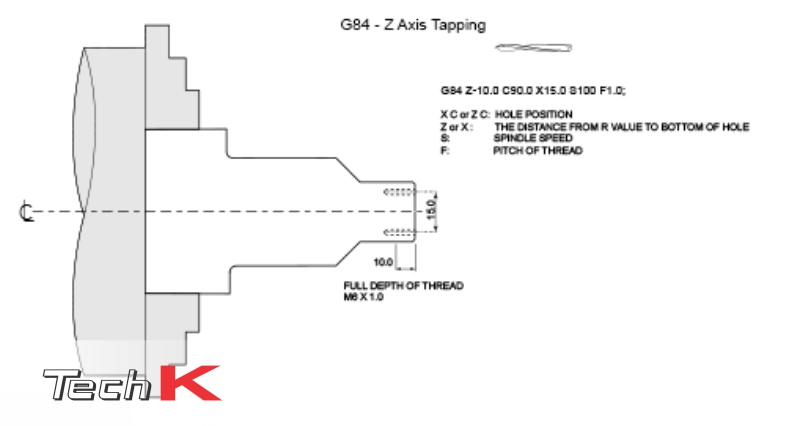
Chu trình Taro ren theo trục Z G84
G84 Z Q R F;
Ví dụ:
X0;
G84 Z-5.0 Q2000 R1000 F0,0625;
G80 G0 X5.0;
Chu trình G84 được sử dụng để Taro ren dọc theo trục Z
10. G87 – X-axis Peck Drilling Cycle – Chu trình khoan lỗ theo trục X
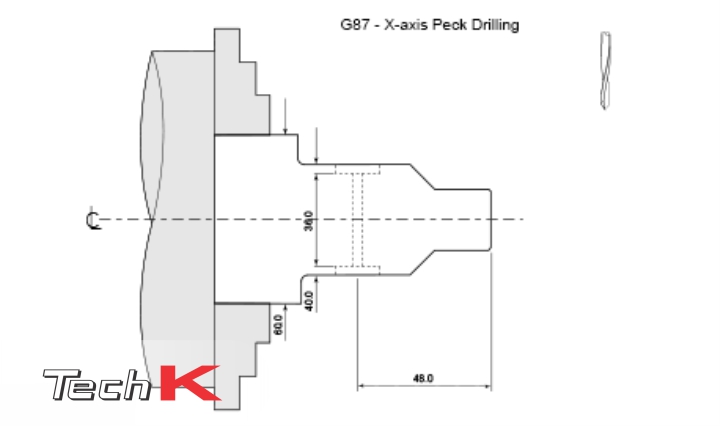
Chu trình khoan lỗ theo trục X G87
G87 X R Q P F;
Ví dụ:
X42.0;
G87 X-19.5 R-5.0 P1000 Q2000 F30;
G80;
Chu trình G87 được sử dụng để khoan trên trục X với công cụ trực tiếp.
11. G88 – X-axis Tapping Cycle – Chu trình Taro ren theo trục X
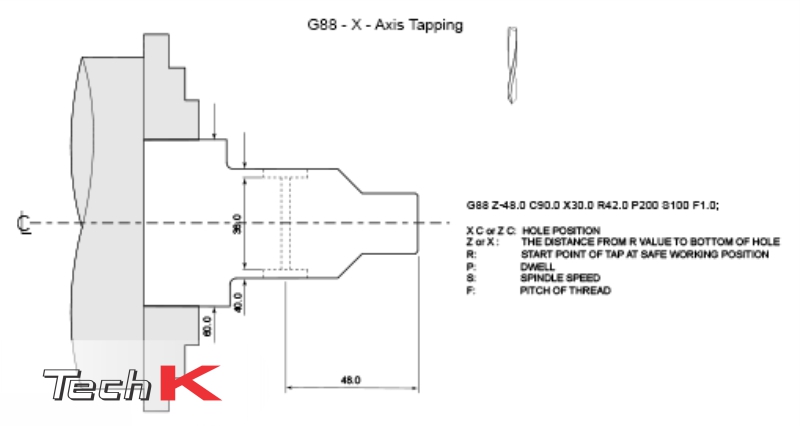
Chu trình Taro ren theo trục X
G88 X R Q P F;
Ví dụ:
X42.0;
G88 Z-48.0 C90.0 X30.0 R42.0 P200 S100 F1.0;
G80;
Chu trình G88 được sử dụng để Taro ren trên trục X với công cụ trực tiếp.
Bài viết trên tôi đã giới thiệu đến các bạn Các lệnh lập trình cơ bản trong tiện CNC thông dụng mà các lập trình viên hay sử dụng để các tập lệnh của họ được rút ngắn hơn, chất lượng hơn và tiết kiệm được thời gian viết từng câu lệnh lặp lại trong đoạn code của họ. Mong rằng bài viết của tôi sẽ giúp bạn có thêm nhiều gợi ý để phát triển tập lệnh của mình hơn. Chúc bạn thành công!
Tham khảo các khóa học lập trình và vận hành máy CNC tại TechK:
✨ Khóa học Lập trình và Vận hành máy phay CNC
✨ Khóa học Lập trình và Vận hành máy tiện CNC
✨ Khóa học MasterCAM 2D - Lập trình gia công phay CNC
✨ Khóa học MasterCAM 3D - Lập trình gia công phay CNC
✨ Khóa học MasterCAM - Lập trình gia công tiện CNC
TRẦN TRỌNG TUẤN HẢI - TRUNG TÂM ĐÀO TẠO VÀ CHUYỂN GIAO CÔNG NGHỆ TECHK
0943 834 657
0888 318 368
Yêu cầu chúng tôi liên hệ bạn

TRUNG TÂM ĐÀO TẠO VÀ CHUYỂN GIAO CÔNG NGHỆ TECHK
2019 techk CO., Ltd All rights reserved


