
TechK cập nhật liên tục tin chuyên ngành cơ khí, cơ điện, tự động hoá... trong nước và thế giới. Đặc biệt là lĩnh vực CAD/CAM/CAE/CNC, Internet of thing, thiết kế, lập trình điều khiển tự động.
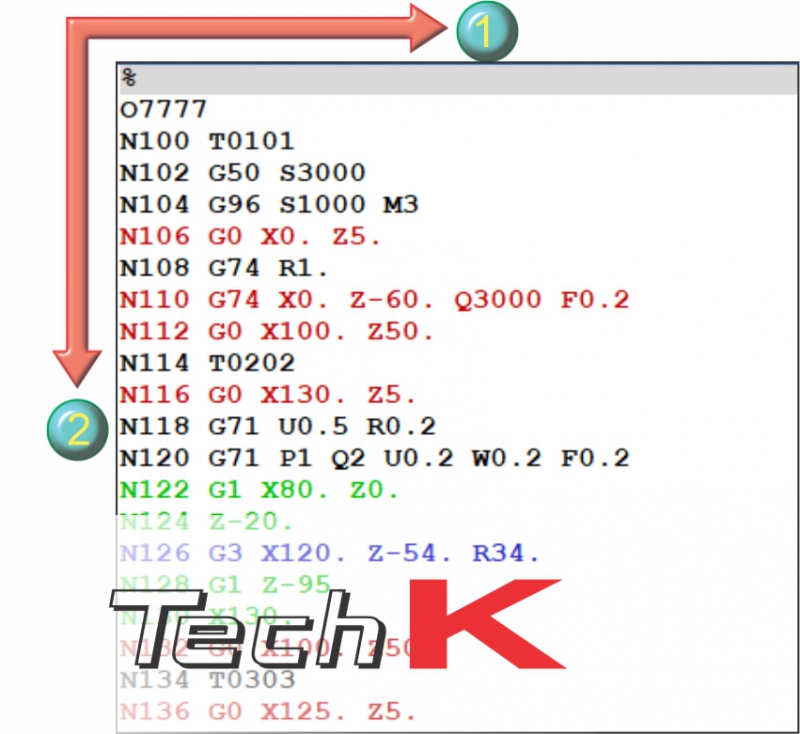
Các chương trình CNC được liệt kê thực hiện theo đúng thứ tự mà ta lập trình. Các máy CNC xem các chương trình như một cuốn sách, đọc từ trái sang phải và từ trên xuống. Mỗi câu trong chương trình CNC được viết trên một dòng riêng biệt, được gọi là các dòng lệnh (hay còn gọi là khối).
Khi bắt đầu học lập trình, mỗi kỹ thuật viên đều cần phải làm quen với Các mã lệnh được sử dụng trong CNC để có thể viết một chương trình code đầy đủ và đúng cách. Vì thế, ở bài viết này tôi sẽ giới thiệu đến các bạn Các mã lệnh được sử dụng trong CNC đầy đủ nhất và ý nghĩa của chúng.
Cách đọc các mã lệnh được sử dụng trong CNC
Ngoài hai mã lệnh được sử dụng phổ biến trong CNC là G-Code và M-Code thì trong CNC sẽ sử dụng các mã lệnh khác để hổ trợ hoàn thành biên dạng gia công mong muốn.
Khối (dòng) lệnh điều khiển máy công cụ thông qua việc sử dụng các lệnh theo chữ cái. Một số được sử dụng nhiều lần và ý nghĩa của chúng thay đổi dựa trên mã G-code nào xuất hiện trong cùng một khối.
Các mã là phương thức, có nghĩa là chúng vẫn có hiệu lực cho đến khi bị hủy hoặc thay đổi hoặc không theo phương thức, có nghĩa là chúng chỉ có hiệu lực trong khối hiện tại. Như bạn có thể thấy, nhiều chữ cái được chọn theo cách logic (T cho công cụ (Tool), S cho trục chính (Spindle), F cho tốc độ tiến công cụ (Feed rate), v.v.).
Bảng dưới đây liệt kê các mã lệnh được sử dụng phổ biến nhất trong CNC.
|
Chữ cái (biến số) |
Sự miêu tả |
Định nghĩa |
|---|---|---|
|
A |
Vị trí tuyệt đối hoặc giá trị của A-axis (trục quay quanh trục X) |
A, B, C - Chuyển động quay trục thứ 4/5 Xoay về trục X, Y hoặc Z tương ứng. Góc được tính theo độ và chính xác đến ba chữ số thập phân. |
|
B |
Vị trí tuyệt đối hoặc giá trị của trục B-axis (trục quay quanh trục Y) |
Tương tự như A |
|
C |
Vị trí tuyệt đối hoặc giá trị của trục C-axis (trục quay quanh trục Z) |
Tương tự như C |
|
D |
Xác định đường kính hoặc được sử dụng để bù bán kính dao cắt |
Được sử dụng để bù cho độ mòn và độ lệch đường kính dao. Đi kèm với một số nguyên giống với số công cụ (T5 sử dụng D5, v.v.). Không có dấu thập phân được sử dụng. Nó luôn được sử dụng kết hợp với G41 hoặc G42 và di chuyển XY (không bao giờ là cung). Khi được gọi, điều khiển đọc dòng lệnh và bù đường dẫn dao bên trái (G41) hoặc phải (G42) theo giá trị trong dòng lệnh. |
|
E |
Tốc độ nạp chính xác trên máy tiện |
|
|
F |
Xác định tỷ lệ tiến dao |
Đặt tốc độ tiến dao khi gia công dây chuyền, vòng cung hoặc chu trình khoan. Tốc độ tiến dao có thể ở mm trên mỗi phút (chế độ G94) hoặc Thời gian nghịch đảo (1/F) (chế độ G93). Tỷ lệ tiến dao có thể lên đến ba độ chính xác thập phân (đối với chu kỳ chạy tinh) |
|
G |
Mã cho các lệnh chuẩn bị |
Các lệnh G thường cho điều khiển loại chuyển động nào muốn (ví dụ: định vị nhanh, di chuyển tuyến tính, di chuyển tròn, chu trình cố định) hoặc giá trị bù dao nào sẽ sử dụng. G02 X2.Y2.I.50J0. |
|
H |
Xác định bù chiều dài dao; Trục tương ứng với trục C (ví dụ: trên máy tiện) |
Mã này gọi một dòng lệnh bù chiều dài công cụ (TLO) trên điều khiển. Điều khiển kết hợp các giá trị TLO và Fixture Offset Z để biết công cụ có liên quan đến dữ liệu phần. Nó luôn đi kèm với một số nguyên (H1, H2, v.v.), tọa độ G43 và Z. |
|
I |
Xác định kích thước cung trong các lệnh cung tròn trên X cho G02 hoặc G03. Cũng được sử dụng như một tham số trong một số chu kỳ cố định. |
Đối với di chuyển vòng cung (G2 / G3), đây là khoảng cách X tăng dần từ điểm bắt đầu cung đến tâm vòng cung. Một số chu trình khoan nhất định cũng sử dụng I làm tham số tùy chọn.
|
|
J |
Xác định kích thước cung trong các lệnh cung tròn trong trục Y hoặc G02 hoặc G03. Cũng được sử dụng như một tham số trong một số chu kỳ cố định. |
Đối với di chuyển vòng cung (G2 / G3), đây là khoảng cách Y tăng dần từ điểm bắt đầu cung đến tâm vòng cung. Một số chu trình khoan nhất định cũng sử dụng J làm tham số tùy chọn.
|
|
K |
Xác định kích thước cung trong các lệnh cung tròn trong trục Z hoặc G02 hoặc G03. Cũng được sử dụng làm tham số trong một số chu kỳ cố định, bằng địa chỉ L. |
Đối với di chuyển vòng cung (G2 / G3), đây là khoảng cách Z tăng dần từ điểm bắt đầu cung đến tâm vòng cung. Trong mặt phẳng G17, đây là khoảng cách Z tăng dần cho các chuyển động xoắn ốc. Một số chu trình khoan nhất định cũng sử dụng K làm tham số tùy chọn.
|
|
L |
Số vòng lặp cố định; Đặc điểm kỹ thuật để chỉnh sửa bằng G10 |
Số vòng lặp cố định: Xác định số lần lặp lại của một chu trình cố định tại mỗi vị trí. Được tính là 1 trừ khi được lập trình với một số nguyên khác. Các lỗ cách đều nhau có thể được lập trình như một vòng lặp chứ không phải là từng vị trí riêng lẻ. Sử dụng G10: Thông số kỹ thuật cần đăng ký để chỉnh sửa (bù đắp công việc, độ lệch bán kính dao, độ dài dao, v.v.). |
|
M |
Mã lệnh tính năng |
Luôn đi kèm với một số nguyên xác định ý nghĩa của nó. Chỉ một mã M được phép trong mỗi khối mã. M08 |
|
N |
Số dòng (khối) trong chương trình; Số tham số hệ thống sẽ được thay đổi bằng G10 |
Số khối có thể làm cho chương trình CNC dễ đọc hơn. Chúng hiếm khi được yêu cầu cho các chương trình tạo bằng CAD / CAM không có chương trình con. Số khối là số nguyên dài tối đa năm ký tự không có dấu thập phân. Chúng không thể xuất hiện trước ký tự bắt đầu / kết thúc băng (%) N100 T02 M06 |
|
O |
Tên chương trình |
Các chương trình được lưu trữ trên điều khiển bởi số chương trình của họ. Đây là một số nguyên đứng trước chữ O và không có số thập phân. |
|
P |
Được sử dụng như tham số cho các mã G và M khác nhau |
Dwell (độ trễ) tính bằng giây. Đi kèm với G4 trừ khi được sử dụng trong một số chu trình khoan nhất định.
|
|
Q |
Gia tăng trong chu trình khoan |
Peck: Khoảng cách công cụ ăn gia tăng trên mỗi lần trong một chu kỳ khoan.
|
|
R |
Xác định kích thước bán kính cung hoặc xác định chiều cao an toàn trong chu trình khoan |
Cung tròn có thể được xác định bằng bán kính cung R hoặc I, J, K. IJK đáng tin cậy hơn R vì vậy nên sử dụng chúng thay thế. R cũng sử dụng chu trình khoan như giá trị Z của mặt phẳng trở lại.
|
|
S |
Xác định tốc độ, tốc độ trục chính hoặc tốc độ bề mặt tùy thuộc vào chế độ |
Tốc độ trục chính tính bằng vòng quay mỗi phút (RPM). Đó là một giá trị số nguyên không có số thập phân và luôn được sử dụng cùng với M03 (Trục xoay trên CW) hoặc M04 (Trục xoay trên CCW).
|
|
T |
Lựa chọn công cụ |
Chọn công cụ. Đó là một giá trị nguyên luôn đi kèm với M6 (mã thay đổi công cụ). |
|
U |
Trục tương ứng với trục X (thường chỉ điều khiển nhóm máy tiện trục A) Cũng xác định thời gian dừng trên một số máy. |
Trong các điều khiển này, X và U tương ứng với G90 và G91. Trên các máy tiện này, G90 thay vào đó là một địa chỉ chu trình để gia công thô. |
|
V |
Trục tương ứng với trục Y |
Cho đến những năm 2000, V rất hiếm khi được sử dụng, vì hầu hết các máy tiện sử dụng U và W đều có trục Y, vì vậy họ không sử dụng V. Điều đó vẫn thường xảy ra, mặc dù sự phổ biến của công cụ tiện và máy phay-tiện đã làm cho việc sử dụng địa chỉ V ít gặp hơn so với trước đây (Smid2008 cho thấy một ví dụ). |
|
W |
Trục dần tương ứng với trục Z (thường chỉ điều khiển nhóm máy tiện trục A) |
Trong các điều khiển này, Z và W tương ứng với G90 và G91. Trên các máy tiện này, G90 thay vào đó là một địa chỉ chu trình để gia công thô. |
|
X |
Vị trí tuyệt đối hoặc tăng dần của trục X. |
Dữ liệu tọa độ cho trục X. Tối đa bốn vị trí sau số thập phân được phép và các số 0 ở cuối không được sử dụng. Các tọa độ là phương thức, do đó không cần lặp lại chúng trong các khối tiếp theo nếu chúng không thay đổi. |
|
Y |
Vị trí tuyệt đối hoặc tăng dần của trục Y |
Phối hợp dữ liệu cho trục Y. G01 Y2.250 F20. |
|
Z |
Vị trí tuyệt đối hoặc tăng dần của trục Z |
Dữ liệu tọa độ cho trục Z. |
Bảng liệt kê các mã lệnh được sử dụng phổ biến nhất trong CNC
Bài viết trên tôi đã giới thiệu đến các bạn Các mã lệnh được sử dụng trong CNC và ý nghĩa của chúng. Mong rằng bài viết của tôi sẽ giúp bạn khi vừa bắt đầu lập trình CNC sẽ có thể làm quen nhanh với các mã lệnh và hệ thống được kiến thức của mình một cách nhanh chóng. Chúc bạn thành công!
Tham khảo các khóa học lập trình và vận hành máy CNC tại TechK:
✨ Khóa học Lập trình và Vận hành máy phay CNC
✨ Khóa học Lập trình và Vận hành máy tiện CNC
✨ Khóa học MasterCAM 2D - Lập trình gia công phay CNC
0943 834 657
0888 318 368
Yêu cầu chúng tôi liên hệ bạn

TRUNG TÂM ĐÀO TẠO VÀ CHUYỂN GIAO CÔNG NGHỆ TECHK
2019 techk CO., Ltd All rights reserved


