
TechK cập nhật liên tục tin chuyên ngành cơ khí, cơ điện, tự động hoá... trong nước và thế giới. Đặc biệt là lĩnh vực CAD/CAM/CAE/CNC, Internet of thing, thiết kế, lập trình điều khiển tự động.
Cấu trúc chương trình con trên máy phay CNC
Cấu trúc chương trình con trên máy phay CNC khá đơn giản và dễ hiểu chỉ với các lệnh đơn giản như M98, M99.
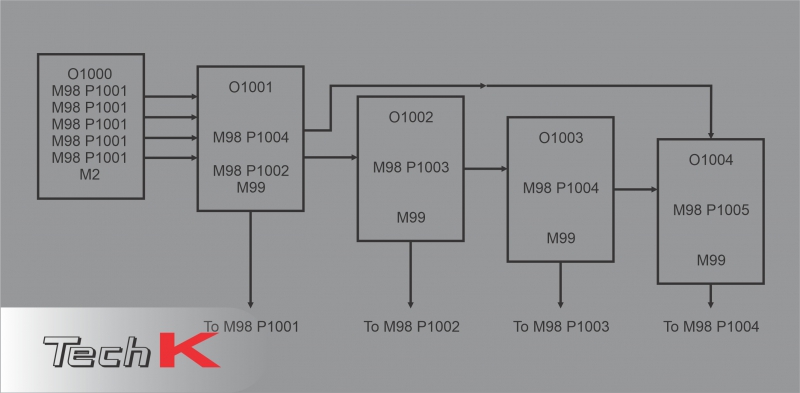
Chương trình con là chuỗi các mã lệnh được lặp lại nhiều lần và có thể được gọi từ chương trình chính nhiều lần tại nhiều địa điểm. Ngay cả các chương trình con có thể gọi các chương trình con khác. Thông thường chương trình con có thể được lồng ghép tối đa bốn cấp.
Chương trình con CNC kết thúc với câu lệnh M99, một điểm khác biệt quan trọng giữa chương trình chính và chương trình con là chương trình chính kết thúc bằng M30 nhưng chương trình con kết thúc bằng M99
Chương trình con là các chương trình CNC thông thường, vì vậy được đặt theo cách
tương tự như O0001, O0005,v.v...
Kết thúc chương trình con CNC
Khi một chương trình con kết thúc với câu lệnh M99, hệ điều hành được đưa trở lại chương trình chính.
Ví dụ
Nếu chương trình chính (O0001) gọi chương trình con (O0002) và chương trình con đó, gọi chương trình con khác (O0003). Vì vậy, khi chương trình con O0003 sau khi hoàn thành gia công sẽ kết thúc với M99, điều khiển sẽ được trả về O0002 và quá trình gia công sẽ tiếp tục cho đến khi chương trình con đó kết thúc với M99, tại thời điểm đó, hệ điều hành sẽ trở về O0001 và điều đó sẽ tiếp tục thực hiện cho đến khi đến M30, sẽ kết thúc chương trình.
Ví dụ chương trình con hệ điều hành Fanuc
Dưới đây là một ví dụ về chương trình con Fanuc cho thấy, làm thế nào các thợ máy cnc có thể làm cho các chương trình cnc của họ dễ viết và bảo trì hơn bằng cách sử dụng phương pháp lập trình phụ.
Ví dụ chương trình con Fanuc
%
O1000 ;(Số chương trình chính)
N1 T1 M6 ;
N2 G0 G90 G40 G21 G17 G94 G80 ;
N3 G54 X10 Y10 S1000 M3 ;
N4 G43 Z100 H1 ;
N5 Z5 ;
N6 G81 R3 Z-20 F500. M8 ;
N7 M98 P1001 L5;(Gọi chương trình con O1001 - lặp lại chương trình con 5 lần)
N8 G0 G90 Z100
N9 T2 M6 ;
N10 G0 G90 G40 G21 G17 G94 G80 ;
N11 G54 X10 Y10 S1000 M3 ;
N12 G43 Z100 H1 ;
N13 Z5 ;
N14 G84 G99 G95 R3 Z-20 F1.25 M8 ;
N15 M98 P1001 ;
N16 G0 G90 Z100 ;
N17 T0 M6 ;
N18 M30 ;(Kết thúc chương trình)
%
Chương trình con
O1001 ;(Tên chương trình con)
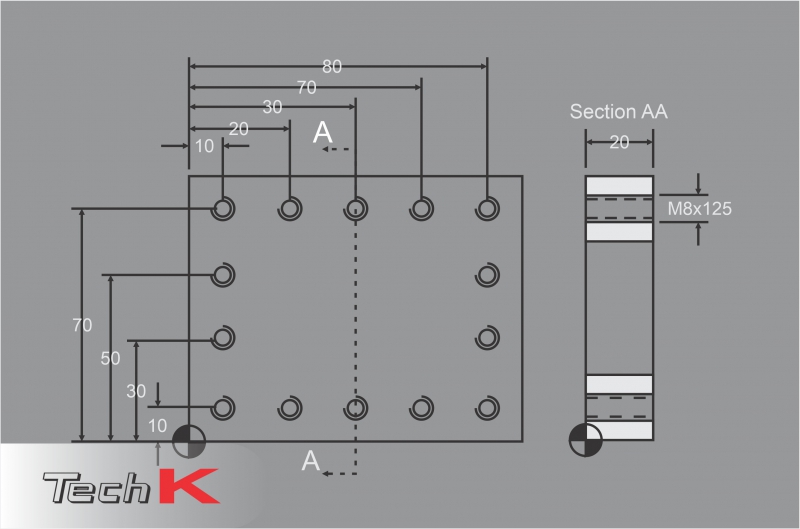
N101 Y30 ;
N102 Y50 ;
N103 Y70 ;
N104 X30 ;
N105 X50 ;
N106 X70 ;
N107 X90 ;
N108 Y50 ;
N109 Y30 ;
N110 Y10 ;
N111 X70 ;
N112 X50 ;
N113 X30 ;
N114 G80 ;
N115 M99 (Kết thúc chương trình phụ, quay lại chương trình chính)
Như vậy, có thể thấy để tạo Chương trình con trên máy phay CNC bạn phải hiểu và nắm được các câu lệnh trong mã lệnh G-code và M-Code. Qua bài viết này, nhằm truyền đạt đến người đọc cách làm chương trình con trên máy phay CNC là như thế nào? Qua đó, thấy được tầm quan trọng của cấu trúc chương trình con trong chương trình chính của máy CNC. Chúc các bạn thành công!
Tham khảo các khóa học lập trình và vận hành máy CNC tại TechK:
✨ Khóa học Lập trình và Vận hành máy phay CNC
✨ Khóa học Lập trình và Vận hành máy tiện CNC
✨ Khóa học MasterCAM 2D - Lập trình gia công phay CNC
✨ Khóa học MasterCAM 3D - Lập trình gia công phay CNC
✨ Khóa học MasterCAM - Lập trình gia công tiện CNC
TRỊNH TẤN VINH - TRUNG TÂM ĐÀO TẠO VÀ CHUYỂN GIAO CÔNG NGHỆ TECHK
0943 834 657
0888 318 368
Yêu cầu chúng tôi liên hệ bạn

TRUNG TÂM ĐÀO TẠO VÀ CHUYỂN GIAO CÔNG NGHỆ TECHK
2019 techk CO., Ltd All rights reserved


