
TechK cập nhật liên tục tin chuyên ngành cơ khí, cơ điện, tự động hoá... trong nước và thế giới. Đặc biệt là lĩnh vực CAD/CAM/CAE/CNC, Internet of thing, thiết kế, lập trình điều khiển tự động.
Tốc độ cắt được định nghĩa là tốc độ ở cạnh ngoài của dụng cụ khi nó đang cắt. Điều này còn được gọi là tốc độ bề mặt. Tốc độ bề mặt, bước cắt bề mặt và diện tích bề mặt đều liên quan trực tiếp. Nếu hai công cụ cắt có kích thước khác nhau quay cùng tốc độ vòng quay mỗi phút (RPM), thì công cụ lớn hơn có tốc độ bề mặt lớn hơn.
Tốc độ cắt (tốc độ bề mặt) được đo bằng SFM (Surface feet per minute) tốc độ cắt trên bề mặt mỗi phút. Tất cả các công cụ cắt làm việc trên nguyên tắc cảnh quay bề mặt. Tốc độ cắt phụ thuộc chủ yếu vào loại vật liệu bạn đang cắt và loại dụng cụ cắt bạn đang sử dụng. Độ cứng của vật liệu gia công có liên quan rất lớn đến tốc độ cắt được đề xuất. Vật liệu làm việc càng cứng, tốc độ cắt càng chậm. Vật liệu làm việc càng mềm thì tốc độ cắt được đề xuất càng nhanh.

Tốc độ cắt dựa trên độ cứng vật liệu gia công
Độ cứng của vật liệu dụng cụ cắt cũng sẽ ảnh hưởng rất nhiều đến tốc độ cắt được đề xuất. Mũi khoan càng cứng thì tốc độ cắt càng nhanh. Mũi khoan càng mềm thì tốc độ cắt được khuyến nghị càng chậm.
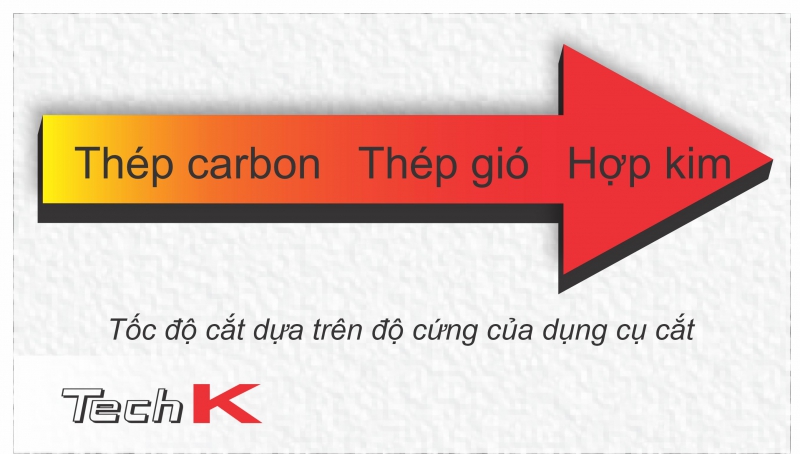
Tốc độ cắt dựa trên độ cứng của dụng cụ cắt
|
Loại vật liệu |
Tốc độ cắt (SFM) |
|---|---|
|
Low Carbon Steel |
40-140 |
|
Medium Carbon Steel |
70-120 |
|
High Carbon Steel |
65-100 |
|
Free-machining Steel |
100-150 |
|
Stainless Steel, C1 302, 304 |
60 |
|
Stainless Steel, C1 310, 316 |
70 |
|
Stainless Steel, C1 410 |
100 |
|
Stainless Steel, C1 416 |
140 |
|
Stainless Steel, C1 17-4, pH |
50 |
|
Alloy Steel, SAE 4130, 4140 |
70 |
|
Alloy Steel, SAE 4030 |
90 |
|
Tool Steel |
40-70 |
|
Cast Iron–Regular |
80-120 |
|
Cast Iron–Hard |
5-30 |
|
Gray Cast Iron |
50-80 |
|
Aluminum Alloys |
300-400 |
|
Nickel Alloy, Monel 400 |
40-60 |
|
Nickel Alloy, Monel K500 |
30-60 |
|
Nickel Alloy, Inconel |
5-10 |
|
Cobalt Base Alloys |
5-10 |
|
Titanium Alloy |
20-60 |
|
Unalloyed Titanium |
35-55 |
|
Copper |
100-500 |
|
Bronze–Regular |
90-150 |
|
Bronze–Hard |
30-70 |
|
Zirconium |
70-90 |
|
Brass and Aluminum |
200-350 |
|
Silicon Free Non-Metallics |
100-300 |
|
Silicon Containing Non-Metallics |
30-70 |
Khi tính tốc độ cắt SFM cho một vật liệu và công cụ nhất định được xác định, trục chính có thể được tính vì giá trị này phụ thuộc vào tốc độ cắt và đường kính dao.
RPM = (CS X 4) / D
Tốc độ quay trục chính
Tốc độ tịnh tiến có thể được định nghĩa là khoảng cách tính bằng mm trên phút mà công việc di chuyển vào máy cắt.
Trên các máy phay, tốc độ tịnh tiến độc lập với tốc độ trục chính. Đây là một sự sắp xếp tốt và nó cho phép các nguồn cấp dữ liệu nhanh hơn cho các máy cắt lớn hơn, quay chậm.
Tốc độ tịnh tiến được sử dụng trên máy phay phụ thuộc vào các yếu tố sau:
Thức ăn tiến dao là lượng vật liệu nên được loại bỏ bởi mỗi răng của dao khi nó quay vòng và tiến vào vùng gia công.
Khi dao cắt tiến vào vùng gia công, mỗi răng của máy cắt tiến vào vùng gia công một lượng bằng nhau tạo ra các con chip có độ dày bằng nhau.
Độ dày chip hoặc lương gia công trên mỗi răng, cùng với số răng trong dao cắt, tạo thành cơ sở để xác định tốc độ tiến dao.
Tốc độ tiến dao lý tưởng để phay được đo bằng inches mỗi phút (IPM) và được tính theo công thức này:
IPM = F X N X RPM
Ở đâu:

Tốc độ tiến dao trong máy phay CNC
Ví dụ:
Tốc độ tiến dao cho các máy phay đứng được sử dụng trong các máy phay đứng có phạm vi từ 0,001 đến 0,002 in mỗi răng đối với các dao cắt có đường kính rất nhỏ trên vật liệu gia công thép đến 0,010 in mỗi răng cho các dao cắt lớn trong phôi nhôm. Vì tốc độ cắt đối với Mild Steel là 90, RPM cho tốc độ cao 3/8, tốc độ quay trục chính là
RPM = CS X 4 / D = 90 X 4 / (3/8) = 360 /.375 = 960 RPM
Để tính tốc độ tiến dao, tôi sẽ chọn 0.002 inch mỗi răng
IPM = F X N X RPM = 0.002 X 2 X 960 = 3.84 IPM
Chuyển động của máy làm cho dụng cụ cắt cắt vào hoặc dọc theo bề mặt phôi được gọi là tốc độ (Feed).
Lượng phôi gia công thường được đo bằng một phần nghìn inch trong dụng cụ cắt kim loại.
Lượng phôi gia công được thể hiện theo những cách khác nhau trên các loại máy khác nhau.
Kết luận
Như vậy, tôi đã giới thiệu cho các bạn Cách tính tốc độ cắt khi phay CNC đúng cách. Qua bài viết này, nhằm truyền đạt đến người đọc Cách tính tốc độ cắt khi phay CNC là như thế nào? Qua đó, bạn có thể tính được tốc độ cắt một cách hợp lý nhất. Chúc các bạn thành công!
Tham khảo các khóa học lập trình và vận hành máy CNC tại TechK:
✨ Khóa học Lập trình và Vận hành máy phay CNC
✨ Khóa học Lập trình và Vận hành máy tiện CNC
✨ Khóa học MasterCAM 2D - Lập trình gia công phay CNC
✨ Khóa học MasterCAM 3D - Lập trình gia công phay CNC
✨ Khóa học MasterCAM - Lập trình gia công tiện CNC
TRẦN TRỌNG TUẤN HẢI - TRUNG TÂM ĐÀO TẠO VÀ CHUYỂN GIAO CÔNG NGHỆ TECHK
0943 834 657
0888 318 368
Yêu cầu chúng tôi liên hệ bạn

TRUNG TÂM ĐÀO TẠO VÀ CHUYỂN GIAO CÔNG NGHỆ TECHK
2019 techk CO., Ltd All rights reserved


