
TechK cập nhật liên tục tin chuyên ngành cơ khí, cơ điện, tự động hoá... trong nước và thế giới. Đặc biệt là lĩnh vực CAD/CAM/CAE/CNC, Internet of thing, thiết kế, lập trình điều khiển tự động.
Chu trình gia công G71 là chu trình tiện thô theo biên dạng, được sử dụng để loại bỏ phần vật liệu theo từng lớp cắt. Chu trình G71 giúp cắt đường kính lớn dễ dàng. Với G71, việc gia công theo đường thẳng đơn giản hoặc một biên dạng phức tạp rất dễ dàng.
Để bắt đầu tìm hiểu chu trình gia công G71 chúng ta hãy xem qua một biên dạng đơn giản phía dưới đây:
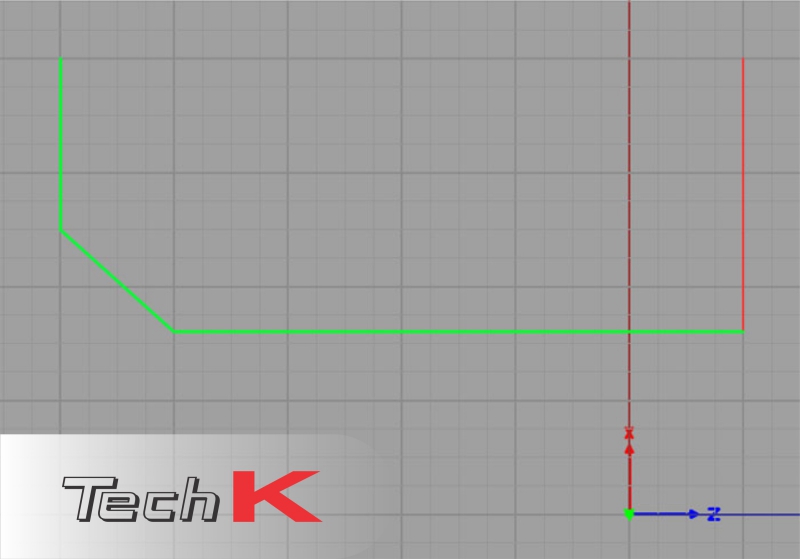
Biên dạng đơn giản với 3 phân đoạn G01 và G00 đi đến điểm bắt đầu
Biên dạng đơn giản với 3 phân đoạn G01 và G00 đi đến điểm bắt đầu với các câu lệnh sau:
N1 G0 X1.6
N2 G1 Z-4.0
N3 X2.5 Z-5.0
N4 G1 X4.
Bây giờ, ta sẽ sử dụng chu trình G71 để mô phỏng biên dạng đó:
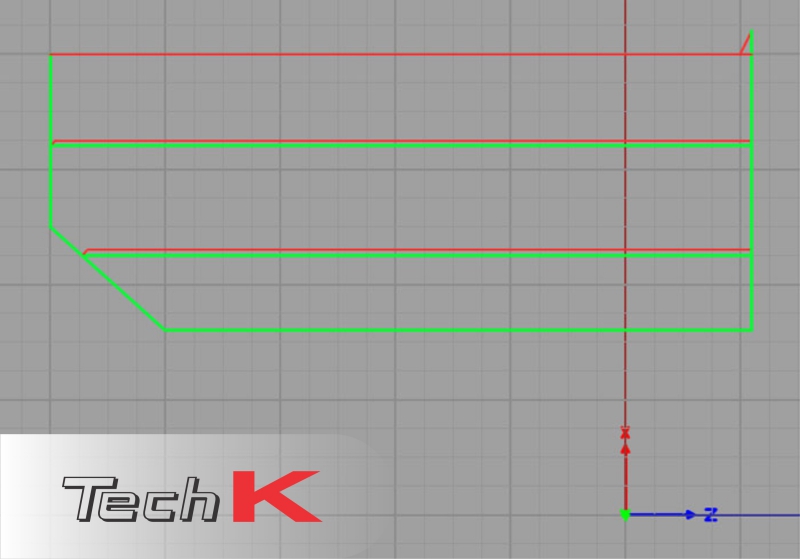
G71 mô phỏng thực hiện 2 đường chạy dao và cắt biên dạng
Ví dụ 1: Đoạn mã được mô phỏng:
G71 P1 Q4 D1.0 F2 U0.2 W0.1
N1 F0 X1.6
N2 G1 Z-4.0
N3 X2.5 Z-5.0
N4 G1 X4.
Không cần quá nhiều chu trình để hoàn thành được công việc. Chu trình gia công G71 có thể giúp bạn tiết kệm rất nhiều thời gian và dễ dàng tạo ra một số đường chạy dao mà không cần phải truy cập chương trình CAM. Trước khi đi sâu vào cách lập trình G71, chúng ta cần đề cập đến các vấn đề khác nhau của G71 mà bạn có thể gặp phải.
Về cơ bản có hai cách trong đó chu trình G71 thay đổi từ bộ điều khiển này sang bộ điều khiển tiếp theo
Nếu bạn đang sử dụng một bộ điều khiển Fanus các đời mới nhất sau này, nó có thể sử dụng cú pháp 2 dòng. Nếu bạn đang có các dòng máy Fanuc 10T, 11T hoặc 15T hoặc bạn có dòng máy Haas, nó thể sử dụng cú pháp 1 dòng. Hai cú pháp chỉ khác nhau một chút và phần lớn thì cả 2 cú pháp này giống nhau. Ví dụ 1 được đưa ra ở trên là định dạng 1 dòng lệnh. Đây là chương trình tương tự được thiết lập cho cú pháp 2 dòng lệnh:
Ví dụ 2:
G71 U1.0 R0.5
G71 P1 Q4 F2 U0.2 W0.1
N1 G0 X1.6
N2 G1 Z-4.0
N3 X2.5 Z-5.0
N4 G1 X4
Bây giờ ta sẽ so sánh cả hai và xem sự khác biệt giữa cả hai
a. Chỉ định các biên dạng với câu lệnh “P” và “Q”
Điều đầu tiên của chu trình G71 là xác định được block đầu (P) và block cuối của chu trình (Q).
Theo ví dụ 2, block đầu là N1 và block cuối là N4
b. Chỉ định độ sâu của mỗi đường cắt thô
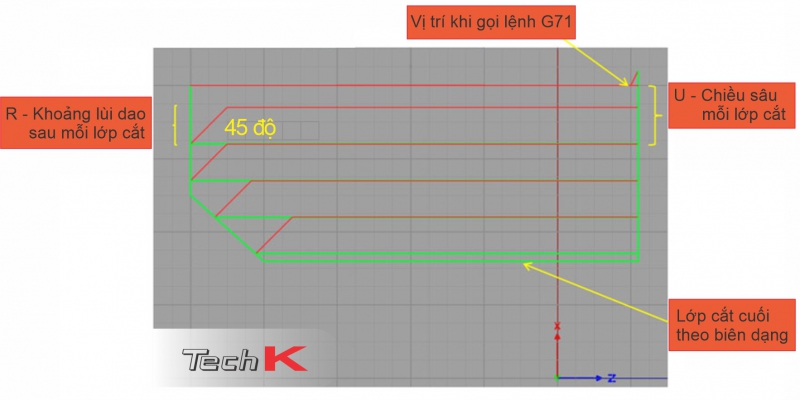
Đối với định dạng hai dòng lệnh, độ sâu thô được chỉ định bởi “U”. Đối với một dòng, nó được chỉ định bởi “D”. Đây là khoảng cách giữa các đường cắt liên tiếp. Các đường cắt được tiến hành cho đến khi dao chạm vào biên dạng hoặc cạnh của phôi, sau đó dao được rút về và thực hiện lớp cắt tiếp theo. Với biểu mẫu 2 dòng, bạn có thể điều khiển việc rút dao lại bằng cách sử dụng R để xác định cao độ rút dao.
Trong Loại I, việc rút dao được thực hiện ở góc 45 độ so với đường cắt và sau đó dao cắt trở về vị trí Z bắt đầu trước khi thực hiện lớp cắt tiếp theo.
c. Tiết kiệm thời gian lập trình gia công tinh
Bạn có thể sử dụng G70 hoặc mã khác để thực hiện gia công tinh, dễ dàng xác định được lượng dư gia công trong G71 với các giá trị U và W là lượng dư theo phương X và phương Z.
d. Tốc độ tiến dao, Vòng quay trục chính và Dụng cụ cắt trong G71
Tốc độ tiến dao, vòng quay trục chính và dụng cụ cắt chỉ hợp lệ cho G71 mà ta có thể nhận được trước khi G71 được gọi hoặc ta có thể thiết lập các thông số này từ F, S hoặc T trực tiếp trên chính chu trình G71. Bất kỳ thiết lập F, S hoặc T trong chương trình không sử dụng G71 đều bị bỏ qua.
Cấu tạo của chu trình gia công thô loại I G71
Đường chạy dao trên G71 được điều khiển bởi lượng dư còn lại "U" và "W". “U” điều khiển hướng theo phương X (từ trên xuống phía dưới hoặc từ dưới lên trên) và "W" điều khiển hướng theo phương Z (từ phải sang trái hoặc từ trái sang phải). “U+” dành cho từ trên xuống dưới, vì vậy “U-” đưa từ dưới lên trên. “W+” là từ phải sang trái và “W-” cho trái sang phải.
Chúng ta sẽ đi qua các ví dụ:
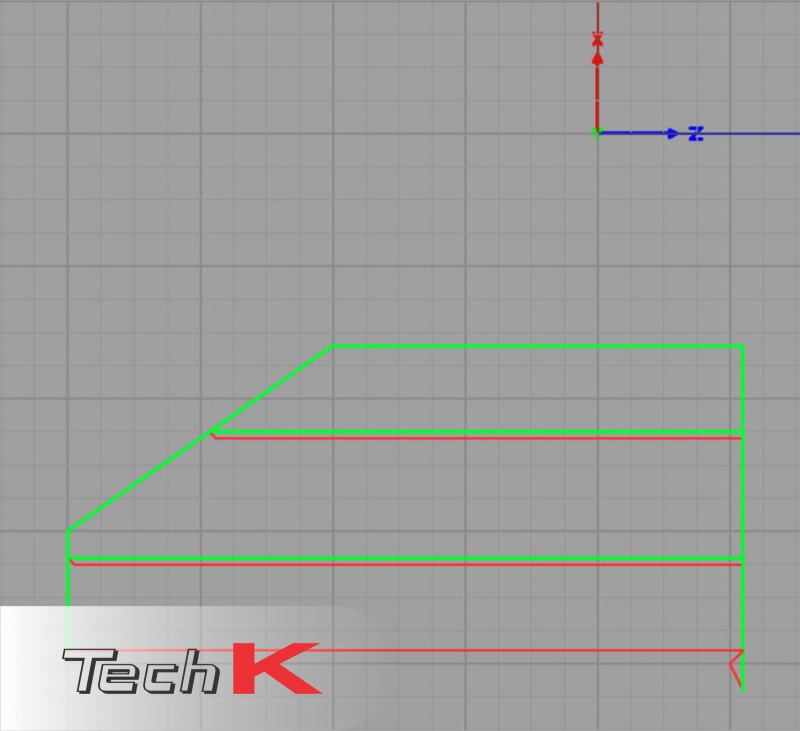
U+, W+ dao gia công từ phải sang trái, từ trên xuống dưới
Phải sang trái, từ trên xuống dưới: U+, W+
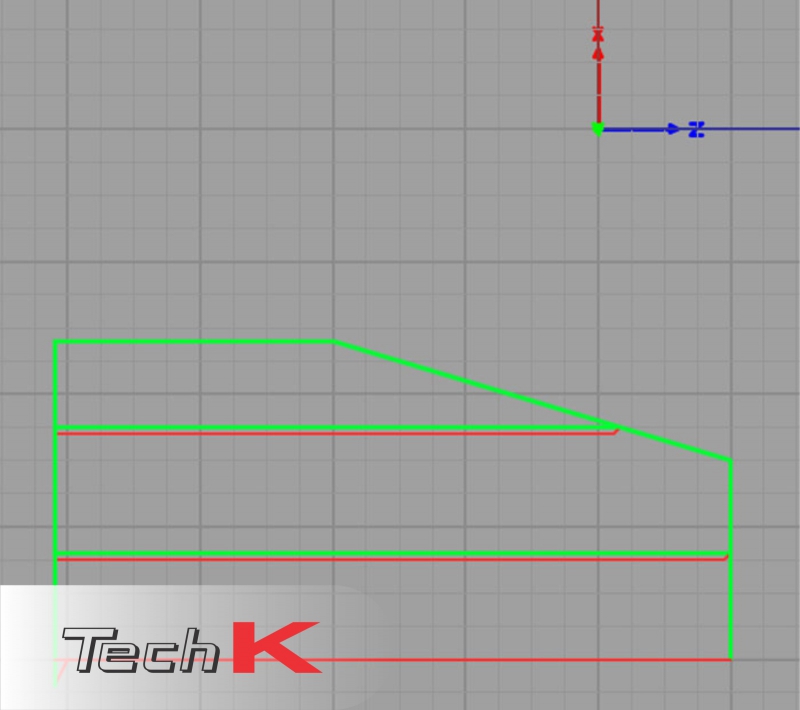
U+, W- dao gia công từ trên xuống dưới, từ trái sang phải
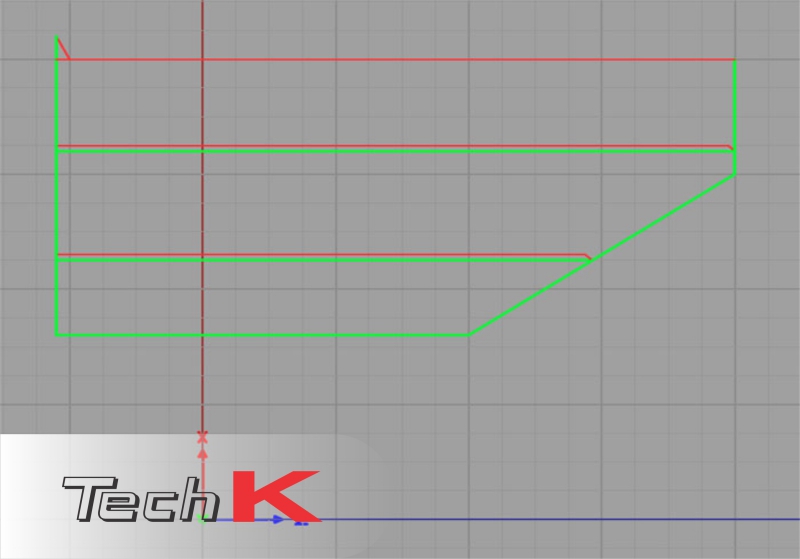
Từ trên xuống dưới, từ trái sang phải: U+, W-
U-, W+ dao gia công từ phải sang trái, từ dưới lên trên
Phải sang trái, từ dưới lên trên: U-, W+
U-, W- dao gia công từ trái sang phải, từ dưới lên trên
Trái sang phải, từ dưới lên trên: U-, W-
Vậy với bài viết trên có thể giúp các bạn hiểu được ý nghĩa và các đặc điểm của Chu trình gia công tiện thô G71.
Mong rằng bài viết này sẽ giúp bạn khi vừa bắt đầu lập trình CNC sẽ có thể làm quen nhanh với các mã lệnh và hệ thống được kiến thức của mình một cách nhanh chóng. Chúc bạn thành công!
Tham khảo các khóa học lập trình và vận hành máy CNC tại TechK:
✨ Khóa học Lập trình và Vận hành máy phay CNC
✨ Khóa học Lập trình và Vận hành máy tiện CNC
✨ Khóa học MasterCAM 2D - Lập trình gia công phay CNC
✨ Khóa học MasterCAM 3D - Lập trình gia công phay CNC
✨ Khóa học MasterCAM - Lập trình gia công tiện CNC
(Nguồn: Tham Khảo) - TRẦN TRỌNG TUẤN HẢI - TRUNG TÂM ĐÀO TẠO VÀ CHUYỂN GIAO CÔNG NGHỆ TECHK
0943 834 657
0888 318 368
Yêu cầu chúng tôi liên hệ bạn

TRUNG TÂM ĐÀO TẠO VÀ CHUYỂN GIAO CÔNG NGHỆ TECHK
2019 techk CO., Ltd All rights reserved


