
TechK cập nhật liên tục tin chuyên ngành cơ khí, cơ điện, tự động hoá... trong nước và thế giới. Đặc biệt là lĩnh vực CAD/CAM/CAE/CNC, Internet of thing, thiết kế, lập trình điều khiển tự động.
Tiện ren trên máy CNC
Chương trình tiện ren CNC là một chương trình thường thấy ở máy tiện CNC, có thể được sử dụng để tiện ren thẳng, ren côn. Việc tiện ren trên máy tiện với hệ điều hành Fanuc thực hiện đơn giản với cấu trúc chương trình G76 mang lại cho bạn rất nhiều tính linh hoạt.
G76 P_ Q_ R_;
G76 X_ Z_ P_ Q_ F_;
G76: Mã lệnh tiện ren hệ Fanuc
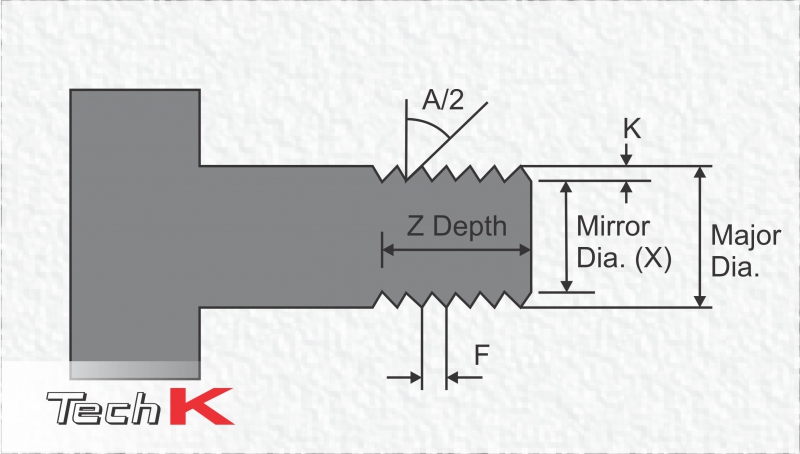
P: Gồm các giá trị điều khiển quá trình tiện như sau
01 : số lần chuốt ren tinh.
00 : Giá trị vát ren theo góc 45° , đơn vị tính (mm)
60 : góc ren hoặc góc mũi dao tiện ren, lấy 80, 60, 55, 30, 29 hoặc 0.
Q : chiều sâu mỗi lát cắt. đơn vị tính (µm)
R: Độ sâu của lần cắt cuối , đơn vị tính (mm)
X : giá trị cuối của ren theo phương X
Z : giá trị cuối của ren theo phương Z
P : chiều sâu ren ( tính theo bán kính µm, ví dụ 1mm thì nhập P1000 ).
Q : Độ sâu của lớp cắt đầu tiên.
F : Bước ren
R : Độ côn
Ví dụ chương trình tiện ren thẳng G76:
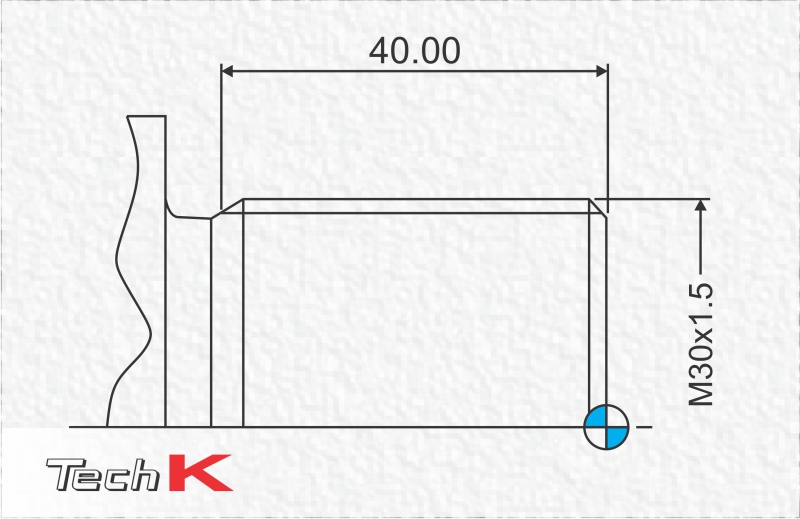
Chương trình tiện ren thẳng G76 hệ Fanuc
N1 T0101;
N2 G97 S800 M3;
N3 G0 X32. Z6. M8;
N4 G76 P010060 Q100 R0.02;
N5 G76 X28. 161 Z-50. P919 Q250 F1.5;
N6 G0 X150. Z10.;
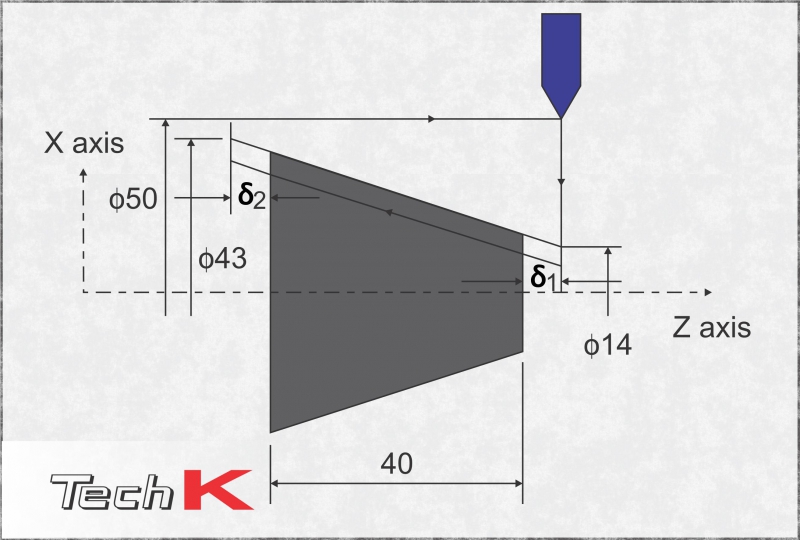
Chương trình tiện ren côn G76 hệ Fanuc
N5 G00 X50. Z5.;
N6 G76 P010060 Q100 R0.05;
N7 G76 X43. Z-45. P1024 Q200 R-14.5 F2.;
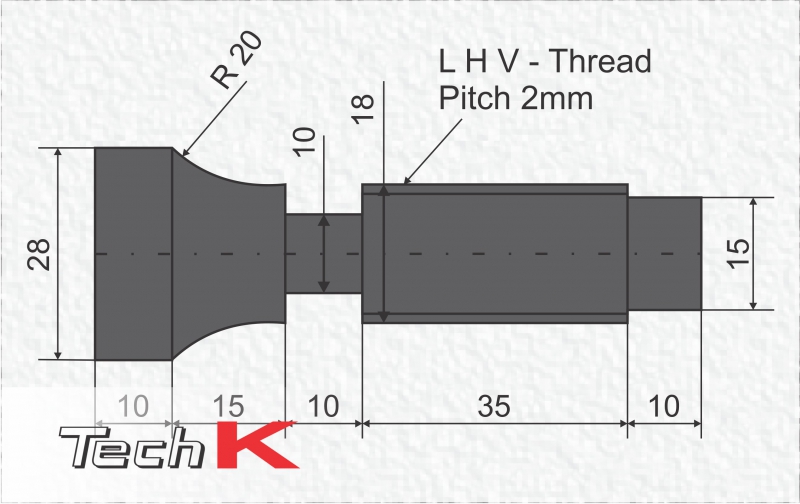
Những cây ty ren trên cả hai đầu (trục vít ren) có thể dễ dàng sản xuất trên máy tiện CNC bằng chu trình ren G76. Với chi tiết này, tôi sẽ thực hiện cắt cùng một vít với RH (ren tay phải) ở một đầu và LH (ren tay trái) ở đầu kia bằng chu trình ren G76.
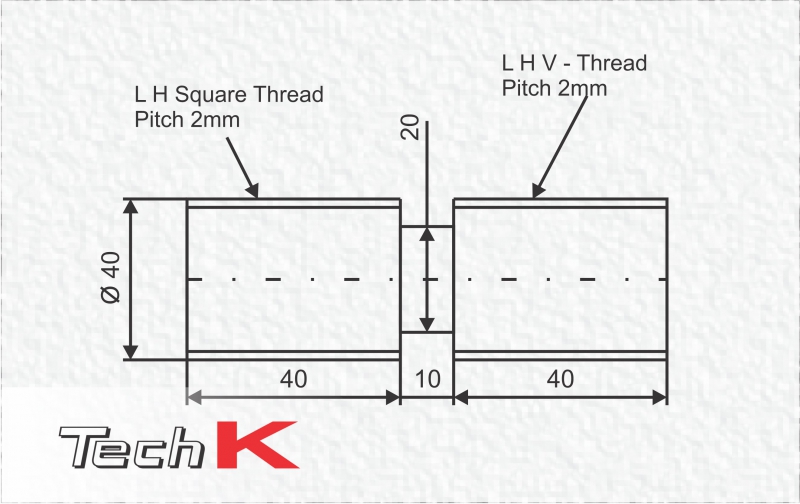
N01 G90 F0.2 S1200 T0101 M04;
N10 G00 X30. Z5.;
N20 G00 X30. Z0.;
N30 G76 P010160 Q10;
N40 G76 X27.6 Z-40. P1200 Q100 F2.; (RH ren phải di chuyển từ Z0. đến Z-40.)
N50 G01 X30. Z-90.;
N60 G76 P010160 Q0.5
N70 G76 X27.6 Z-50. P1200 Q100 F2.; (LH ren trái di chuyển Z-90. đến Z-50.)
N80 G01 X30 Z-42.;
N90 G75 R1.;
N100 G75 X20. Z-50. P1000 Q1999;
N110 G28 U0. W0.;
N120 M05 M30;
Viết chương trình tiện ren cho máy CNC với hệ điều khiển FANUC bằng chu trình tiện ren. Đường kính gia công = Ø30 mm, Vật liệu gia công = Thép , Lượng tiến dao = 0,2mm / vòng, Tốc độ quay = 1200 vòng / phút, Độ sâu cắt = 0,5mm.
Ví dụ viết chương trình tiện ren
N0 G90 F0.5 S1200 T0101 M04;
N20 G00 X30. Z2.;
N40 G71 G71 U0.5 R0.5; (Chạy thô)
N50 G71 P60 Q110 U0.05 W0.05;
N60 G01 X15. Z0.;
N70 G01 X15. Z-10.;
N80 G01 X18.;
N90 G01 Z-55.;
N100 G02 X28 Z-70 R20.;
N110 G01 Z-80.;
N120 G01 X30. Z2.;
N130 G70 P60 Q110 (Chạy tinh)
N135 G00 X30. Z2.;
N140 G28 U0. W0.;
N150 S400 T0202 M06;
N160 G01 X20. Z-45.;
N170 G01 X18. Z-45.;
N180 G76 P010160 Q20;
N190 G76 X15.6 Z-10. P1200 Q200 F2.;
N200 G01 X30. Z2.;
N210 G28 U0. W0.;
N220 S1200 T0303 M06;
N230 G01 X30. Z-45.;
N240 G01 X18. Z-46.;
N250 G75 R1.;
N255 G75 X10. U1. Z-55. P1000 Q1000;
N260 G28 U0. W0.;
N300 M05 M30;
Tiện ren ngoài trên hai đường kính khác nhau
N10 T03;
N20 G97 S800 M03;
N30 G00 X30. Z5. T0303;
N40 G76 P021060 QI00 R100.;
N50 G76 X18.2 Z-20. P900 Q200 FI.5;
N60 G00 X50. Z-20.
N70 G76 P021060 Ql00 R100.;
N80 G76 X38.2 Z-52. P900 Q200 FI .5;
N90 G00 X200. Z200;
N100 M30;
Kết luận
Như vậy, có thể thấy Chương trình tiện ren CNC yêu cầu bạn phải hiểu và nắm được cách vận hành thay dao cũng như câu lệnh trong mã lệnh G-code và M-Code. Qua bài viết này, nhằm truyền đạt đến người đọc Chương trình tiện ren trên máy CNC là như thế nào? Qua đó, thấy được tầm quan trọng của cấu trúc câu lệnh G76 trên máy CNC. Chúc các bạn thành công!
Tham khảo các khóa học lập trình và vận hành máy CNC tại TechK:
✨ Khóa học Lập trình và Vận hành máy phay CNC
✨ Khóa học Lập trình và Vận hành máy tiện CNC
✨ Khóa học MasterCAM 2D - Lập trình gia công phay CNC
✨ Khóa học MasterCAM 3D - Lập trình gia công phay CNC
✨ Khóa học MasterCAM - Lập trình gia công tiện CNC
TRỊNH TẤN VINH - TRUNG TÂM ĐÀO TẠO VÀ CHUYỂN GIAO CÔNG NGHỆ TECHK
0943 834 657
0888 318 368
Yêu cầu chúng tôi liên hệ bạn

TRUNG TÂM ĐÀO TẠO VÀ CHUYỂN GIAO CÔNG NGHỆ TECHK
2019 techk CO., Ltd All rights reserved


