
TechK cập nhật liên tục tin chuyên ngành cơ khí, cơ điện, tự động hoá... trong nước và thế giới. Đặc biệt là lĩnh vực CAD/CAM/CAE/CNC, Internet of thing, thiết kế, lập trình điều khiển tự động.
.jpg)
Gia công tiện trên máy CNC
G50 trong tiện CNC được sử dụng để giới hạn tốc độ quay của trục chính. Hệ thống điều khiển sẽ không cho phép trục chính quay vượt quá giá trị cho phép được chỉ định trong lệnh G50. Điều này được sử dụng trong chế độ cắt bề mặt không đổi (G96).
Ví dụ:
N1G50 S3000 (Vòng quay trục chính sẽ không vượt quá 3000 vòng / phút).
N2G97 M3 ( Hủy tốc độ bề mặt không đổi, đơn vị tính vòng /phút).
Tốc độ cắt là gì?
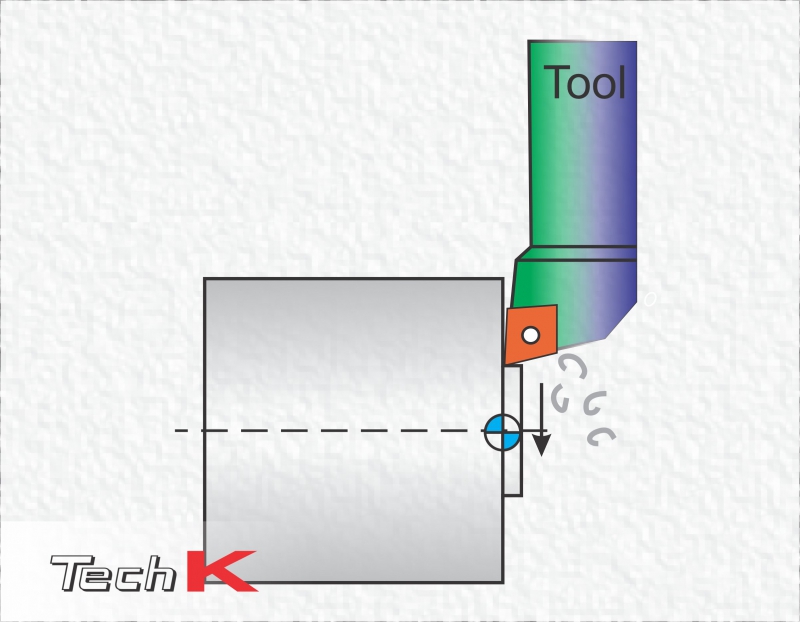
Tốc độ cắt của bất kỳ vật liệu nào đều dựa trên tốc độ của vật liệu đi qua dụng cụ cắt. Tốc độ này được được tính theo đơn vị (vg/ph).
Dụng cụ cắt bắt đầu cắt gọt
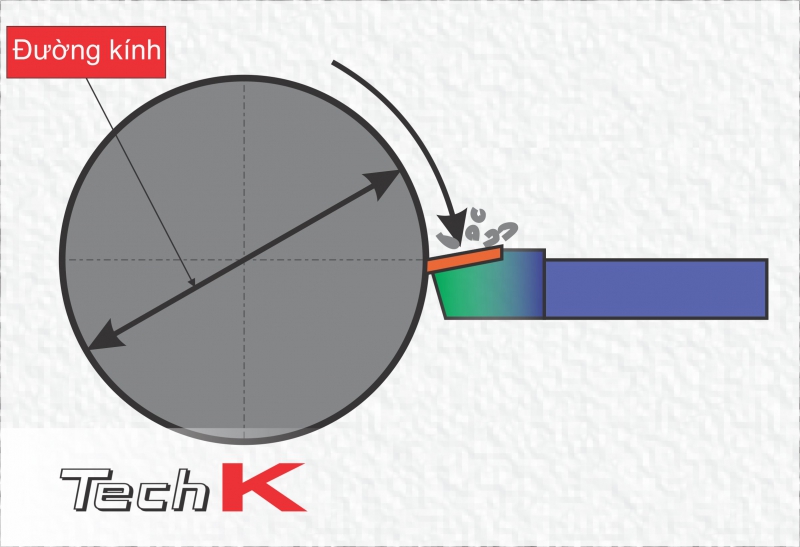
Phép đo dựa trên kích thước chu vi của bộ phận hoặc dao cắt. Chu vi của một vòng tròn là khoảng cách xung quanh ngoại vi. Với phay, đây là tốc độ ngoại vi của dao cắt tác dụng lên phôi gia công. Với tiện, đây là tốc độ ngoại vi của vật liệu phôi hoạt động trên dụng cụ cắt đứng yên.
Tốc độ bề mặt không đổi là gì?
Tốc độ bề mặt không đổi được áp dụng cho các dụng cụ cắt khi cung cấp các điều kiện gia công chính xác. Việc sử dụng tốc độ bề mặt không đổi dẫn đến tốc độ trục chính tương đối với đường kính bộ phận (quay) hoặc với đường kính dao cắt khi phay.
Lưu ý, liên quan đến mã G50: Không vượt quá tốc độ nhà sản xuất máy quy định. Điều này phải được xem xét trước khi chạy chương trình. Nhẩn xuất luôn luôn phải giới hạn tốc độ tối đa của máy bằng lệnh G50 hợp lý trước khi đưa vào sử dụng. Có một mối nguy hiểm bất cứ khi nào cũng có thể xảy ra, đó là với những chi tiết có đường kính lớn được chạy với tốc độ cao, quá mức cho phép khi đó tốc độ lớn sẽ thắng lực kẹp phôi, dẫn đến phoi có thể văn ra khỏi mâm cặp. Điều này hết sức nguy hiểm cho người thợ đang vận hành máy.
Xét lực ly tâm và đặt G50 ở tốc độ tối đa an toàn
Bạn có thể tính đường kính mà máy sẽ đạt được ở vòng tua tối đa. Khi đường kính đó được tính toán, bạn có thể giảm tốc độ tiến dao đối diện trong khi bề mặt gia công được hoàn thiện. Sử dụng công thức này:
|
Đường kính tối đa (vòng / phút) = |
sfpm x 3,82 Máy tối đa vòng / phút |
Dưới đây là một ví dụ: Cần gia công chi tiết với đường kính 8mm đến tâm chi tiết ở tốc độ 600 sfpm. Máy tối đa là 2000(vg/ph) đã được lập trình.
|
Bắt đầu vòng / phút tại 600 sfpm = |
600 x 3,82 8.2 |
= 279 (vòng / phút) |
|
Đường kính tối đa (vòng / phút) = |
600 x 3,82 2000 |
= 1.146 (đường kính góc) |
Kết luận
Bài viết này, nhằm mục đích định nghĩa về mã G50 trong tiện CNC là gì? Bên cạnh đó, nhằm giúp người đọc hiểu về tốc độ cắt và tốc độ bề mặt không đổi là gì. Có thể nói mã lệnh G50 hầu như không thể thiếu trong một chương trình tiện CNC. Chúc các bạn thành công!
Tham khảo các khóa học lập trình và vận hành máy CNC tại TechK:
✨ Khóa học Lập trình và Vận hành máy phay CNC
✨ Khóa học Lập trình và Vận hành máy tiện CNC
✨ Khóa học MasterCAM 2D - Lập trình gia công phay CNC
✨ Khóa học MasterCAM 3D - Lập trình gia công phay CNC
✨ Khóa học MasterCAM - Lập trình gia công tiện CNC
TRỊNH TẤN VINH - TRUNG TÂM ĐÀO TẠO VÀ CHUYỂN GIAO CÔNG NGHỆ TECHK
0943 834 657
0888 318 368
Yêu cầu chúng tôi liên hệ bạn

TRUNG TÂM ĐÀO TẠO VÀ CHUYỂN GIAO CÔNG NGHỆ TECHK
2019 techk CO., Ltd All rights reserved


