
TechK cập nhật liên tục tin chuyên ngành cơ khí, cơ điện, tự động hoá... trong nước và thế giới. Đặc biệt là lĩnh vực CAD/CAM/CAE/CNC, Internet of thing, thiết kế, lập trình điều khiển tự động.
Lệnh nội suy đường thẳng G01 trong chương trình máy tiện CNC được sử dụng để di chuyển dụng cụ cắt dọc theo một đường thẳng đến vị trí kết thúc được chỉ định. Với tốc độ tiến dao F (Feed rate), nếu không khai báo F hệ thống xem như F=0 đồng nghĩa với việc dụng cụ sẽ không di chuyển. Người vận hành có thể không cần thêm các số 0 ở đầu mã lệnh mà chỉ cần khai báo G1 vẫn được.
Nội suy đường thẳng G01 có thể di chuyển 1 trục hoặc 2 trục cùng lúc hoặc thậm chí có thể lập trình cả 3 trục X,Y và Z trong cùng một dòng lệnh.
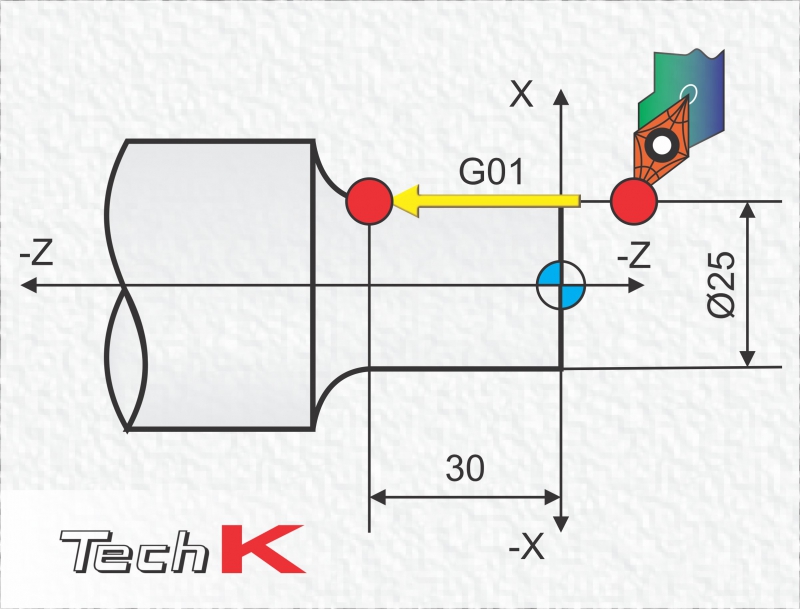
Nội suy đường thẳng G01 trong chương trình tiện CNC
G01 X_Z_F_;
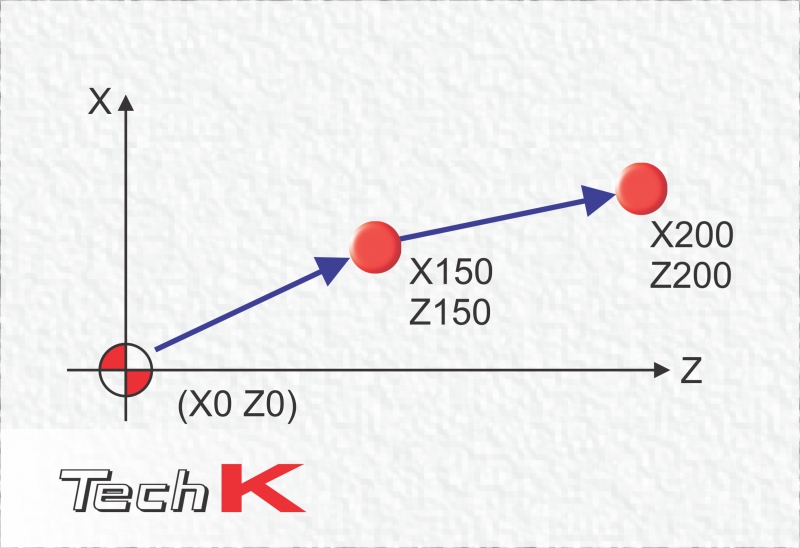 |
Lập trình tuyệt đối: G01 X150.0 Z100.0 F0.2; X200.0 Z200.0; Lập trình tương đối: G01 U150.0 W100.0 F0.2; U50.0 W100.0; |
Tính toán tốc độ cắt
F t = K s × a × f r , trong đó
F t là lực cắt tiếp tuyến
K s là độ cứng cắt vật liệu
a là độ sâu cắt
f r là nguồn cấp dữ liệu trên mỗi cuộc cách mạng
Do đó, lực cắt tỷ lệ với độ sâu cắt và tốc độ tiến dao, và các tham số lập trình trên máy tiện CNC.
Ngoài ra, mã lệnh G01 có thể kết hợp với chuyển động của vát góc Chamfer (C) hoặc bán kính (R).
Khi lập trình góc, giá trị C có thể dương hoặc âm trong phạm vi từ 0 ° đến 360 °. Để xác định giá trị góc, bằng cách định vị đường chéo với tâm ở điểm đầu tiên của đường thẳng.
Cấu trúc câu lệnh G01
G01 X_Z_C_;
Trong đó: C là giá trị góc vát.
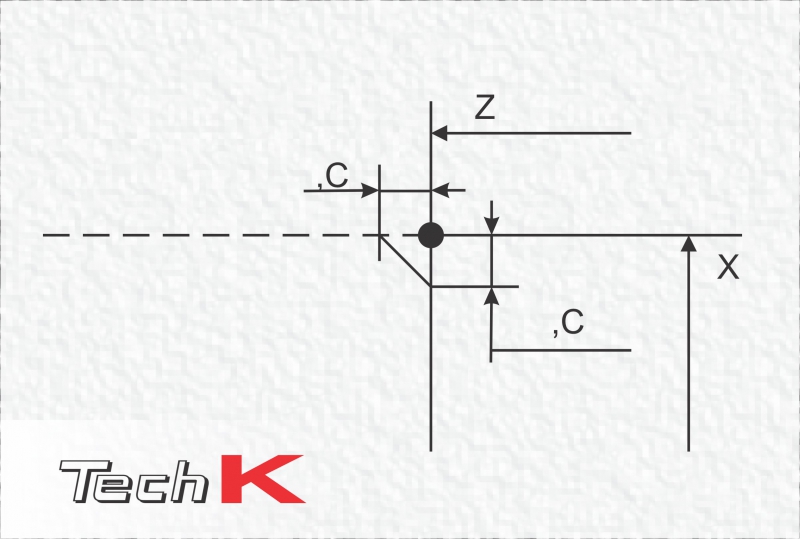
Lập trình Chamfer G01
Bán kính có thể được xác định bằng chữ R theo sau là giá trị.
Cấu trúc câu lệnh G01
G01 X_Z_R_;
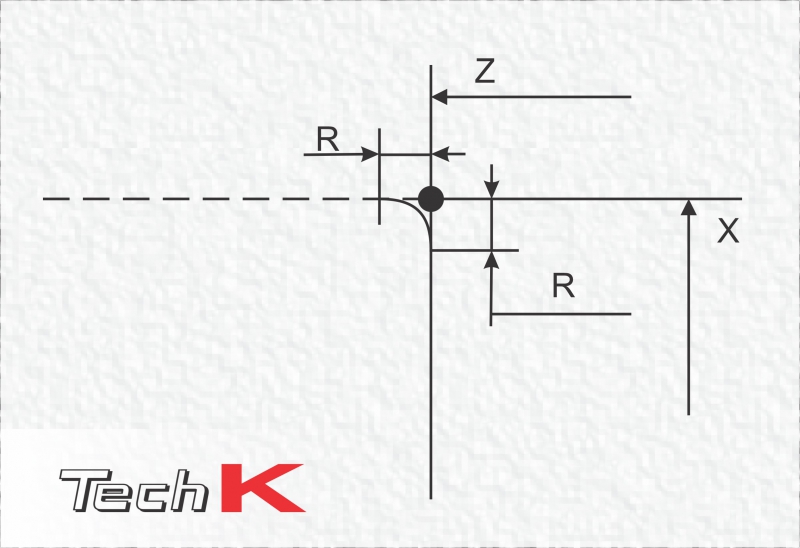
Lập trình bán kính G01
Những điều cần lưu ý khi vận hành máy CNC
1. Không bao giờ chạy CNC trong khi nói chuyện với người khác.
2. Không bao giờ chạy máy khi cửa mở hoặc đứng trong mặt phẳng của hàm chuck. Những tình huống đáng tiếc nguy hiểm đến tính mạng khi lỗi lập trình khiến dụng cụ cắt di chuyển nhanh chóng vào hàm chuck và bay ra khỏi máy.
3. Luôn khởi động trục chính từ từ trong MDI để kiểm tra công việc mới. Nếu bạn mắc lỗi khi thiết lập chế độ làm việc hoặc lập trình tốc độ trục chính, kết quả có thể là thảm họa vì tốc độ của máy có thể tăng tốc mâm cặp lên 6000 vòng / phút. Luôn kiểm tra tốc độ làm việc của bạn ở 250 - 500 vòng / phút trước khi chạy tốc độ cao hơn và luôn lập trình kẹp tốc độ trục chính G50 SXXXX (giới hạn).
4. Không bao giờ nhấn nút ENTER trên bộ điều khiển mà không biết bạn đang làm gì. Nếu bạn làm sai trong khi chỉnh sửa chương trình, dữ liệu đó sẽ ghi đè lên bất cứ dòng nào được tô sáng trong chương trình, gây ra sự cố tiềm ẩn khi bạn chạy chương trình.
Kết luận
Như vậy, có thể thấy mã lệnh G01 trong chương trình tiện CNC là không thể thiếu trong một cấu trúc chương trình tiện CNC. Qua bài viết này, nhằm truyền đạt đến người đọc khái quát về mã lệnh G01 trong chương trình tiện CNC là gì? Qua đó, thấy được tầm quan trọng của việc nội suy theo dạng đường thẳng trong chương trình CNC. Bên cạnh đó, nhằm giúp người đọc hiểu về cách lập trình vát góc (C), bán kính (R) và tính toán lực cắt (F) trong CNC là như thế nào. Chúc các bạn thành công!
Tham khảo các khóa học lập trình và vận hành máy CNC tại TechK:
✨ Khóa học Lập trình và Vận hành máy phay CNC
✨ Khóa học Lập trình và Vận hành máy tiện CNC
✨ Khóa học MasterCAM 2D - Lập trình gia công phay CNC
✨ Khóa học MasterCAM 3D - Lập trình gia công phay CNC
✨ Khóa học MasterCAM - Lập trình gia công tiện CNC
TRỊNH TẤN VINH - TRUNG TÂM ĐÀO TẠO VÀ CHUYỂN GIAO CÔNG NGHỆ TECHK
0943 834 657
0888 318 368
Yêu cầu chúng tôi liên hệ bạn

TRUNG TÂM ĐÀO TẠO VÀ CHUYỂN GIAO CÔNG NGHỆ TECHK
2019 techk CO., Ltd All rights reserved


