
TechK cập nhật liên tục tin chuyên ngành cơ khí, cơ điện, tự động hoá... trong nước và thế giới. Đặc biệt là lĩnh vực CAD/CAM/CAE/CNC, Internet of thing, thiết kế, lập trình điều khiển tự động.
Mã lệnh G94 trên máy tiện CNC là một chu trình sử dụng để tiện thô dọc theo trục X.
Chu trình tiện thô dọc trục X G94 được sử dụng cắt mặt đơn giản (One-pass facing) tuy nhiên có thể có nhiều đường cắt bằng cách chỉ định vị trí trục Z của các lớp cắt sau đó.
Chu trình tiện thô dọc trục X rất đơn giản để lập trình và sử dụng. Cấu trúc chương trình G94 được giải thích ở phía dưới đây
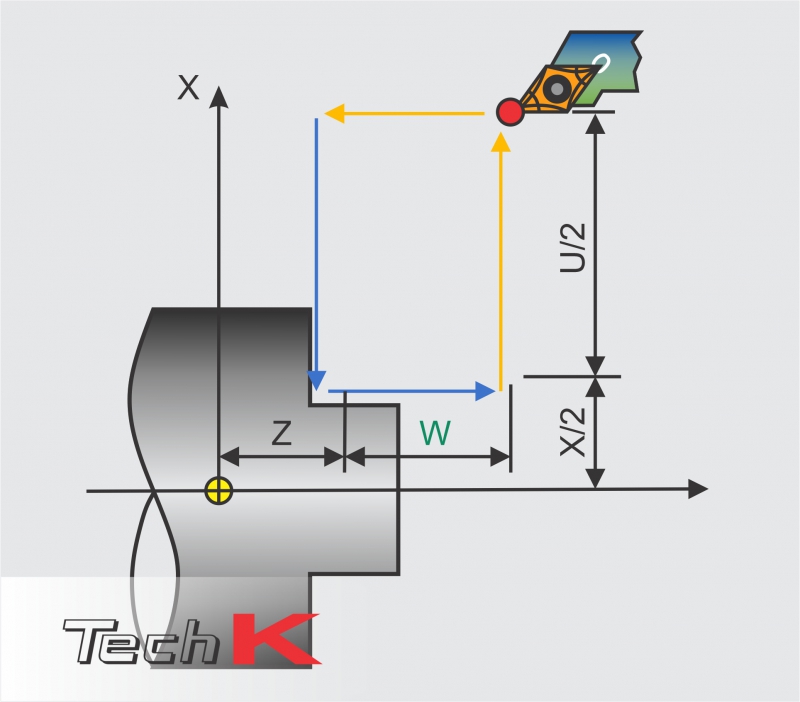
Chu trình tiện thô dọc trục X G94
G94 X Z R F;
Ví dụ:
G94 X40. Z-5 F0.2;
Z-10.
Z-15.
Z-20.
G28 X80. Z80.
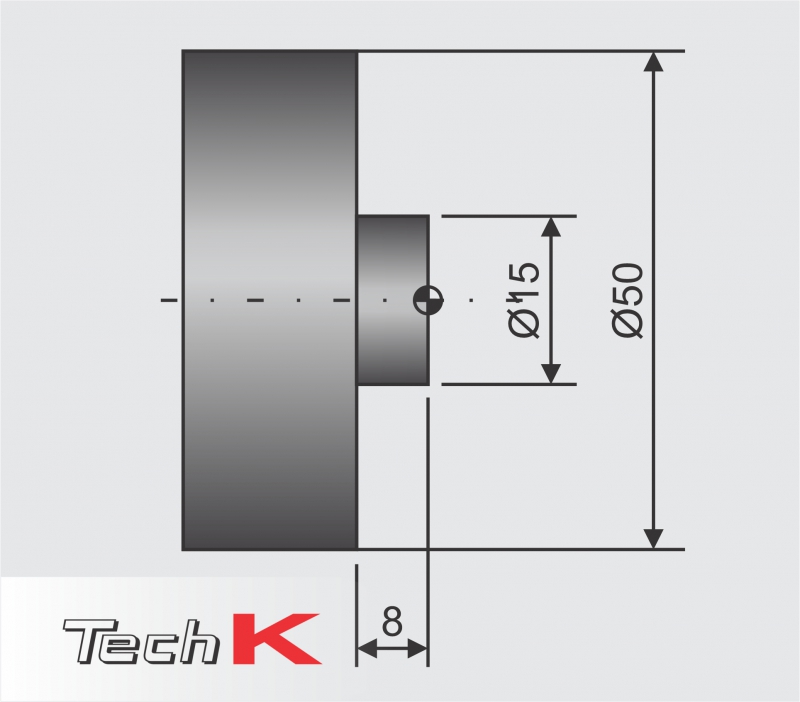
Ví dụ áp dụng mã lệnh G94 trên máy tiện CNC
Ta có đoạn mã chương trình như sau:
N10 G50 S2500
N20 G96 S180 M03
N30 T0100
N40 G00 X55.0 Z2.0 T0101
N50 G94 X15.0 Z-2.0 F0.2
N60 Z-4.0
N70 Z-6.0
N80 Z-8.0
N90 G00 X200. Z200. T0100
N95 M30
Giải thích chương trình CNC sử dụng mã lệnh tiện thô dọc trục X G94
N10: Giới hạn vòng quay trục chính bằng G50
N20: Bật tốc độ quay trục chính bằng G96 và quay cùng chiều kim đồng hồ M03
N40: Hiển thị điểm bắt đầu của công cụ T0101
N50: Các giá trị của X và Y của chu trình tiện thô G94 là các giá trị tiến dao cắt của công cụ.
N60: G94 là một mã lệnh G-code. Mã lệnh phương thức (Modal) của mã G-code có nghĩa là chúng vẫn có hiệu lực cho đến khi chúng bị hủy hoặc thay thế bằng mã lệnh G-code nào khác. Điều có có nghĩa chu trình tiện thô G94 vẫn hoạt động cho đến khi một lệnh di chuyển khác được đưa ra như G00, G01,..
Nhưng như bạn có thể thấy khối chương trình CNC N60 chỉ hiển thị giá trị cho trục X, điều đó có nghĩa là chu trình tiện thô G94 sẽ tiếp tục hoạt động và bây giờ chu trình tiện thô G94 sẽ cắt đến mặt thứ hai, giá trị trục X sẽ vẫn còn giống nhau nhưng giá trị trục Z bây giờ sẽ là -4.0 mm
N70: Tương tự như mặt cắt thứ hai giá trị X vẫn giữ nguyên và giá trị mặt cắt thứ ba sẽ được lấy ở -6.0mm
N80: Lần cắt thứ tư sẽ được thực hiện tại -8.0mm
N90: Khối chương trình CNC này hiển thị mã lệnh G-code hỗ trợ thay thế cho G94 là G00, do đó, điều này có nghĩa là chu trình tiện thô dọc trục X G94 đã kết thúc. Công cụ sẽ di chuyển nhanh đến giá trị X200. Z200.
N95: Thực hiện tắt mắt và trở về đầu chu trình bằng mã lệnh M-code M30
Vậy với bài viết trên tôi đã giới thiệu cho các bạn về Mã lệnh G94 trên máy tiện CNC.
Mong rằng bài viết này sẽ giúp bạn khi vừa bắt đầu lập trình CNC sẽ có thể làm quen nhanh với các mã lệnh và hệ thống được kiến thức của mình một cách nhanh chóng. Chúc bạn thành công!
Tham khảo các khóa học lập trình và vận hành máy CNC tại TechK:
✨ Khóa học Lập trình và Vận hành máy phay CNC
✨ Khóa học Lập trình và Vận hành máy tiện CNC
✨ Khóa học MasterCAM 2D - Lập trình gia công phay CNC
✨ Khóa học MasterCAM 3D - Lập trình gia công phay CNC
✨ Khóa học MasterCAM - Lập trình gia công tiện CNC
(Nguồn: Tham Khảo) - TRẦN TRỌNG TUẤN HẢI - TRUNG TÂM ĐÀO TẠO VÀ CHUYỂN GIAO CÔNG NGHỆ TECHK
0943 834 657
0888 318 368
Yêu cầu chúng tôi liên hệ bạn

TRUNG TÂM ĐÀO TẠO VÀ CHUYỂN GIAO CÔNG NGHỆ TECHK
2019 techk CO., Ltd All rights reserved


