
TechK cập nhật liên tục tin chuyên ngành cơ khí, cơ điện, tự động hoá... trong nước và thế giới. Đặc biệt là lĩnh vực CAD/CAM/CAE/CNC, Internet of thing, thiết kế, lập trình điều khiển tự động.
Bản vẽ là tài liệu kỹ thuật, bao gồm các hình biểu diễn của vật thể và những số liệu khác cần thiết cho việc chế tạo và kiểm tra. Bản vẽ là tiếng nói của kỹ thuật.
Bản vẽ ngày nay đã trải qua con đường phát triển lâu dài. Sự xuất hiện của bản vẽ liên quan đến công việc xây dựng các công trình, đền đài và thành phố. Buổi đầu, bản vẽ được vẽ ngay trên mặt đất, tại nơi người ta cần xây công trình. Sau đó, bản vẽ được vẽ lên các phiến đá, các tấm đất sét và các tấm da.
Với đóng góp to lớn nhà họa sĩ thiên tài người Ý Leonardo da Vinci, nhà hình học và kiến trúc sư người Pháp Girard Dezarg đã đặt những luận cứ khoa học đầu tiên về phép chiếu phối cảnh và nhà toán học người Pháp Rơnê Đêcác đã đề xướng hệ tọa độ thẳng góc. Điều đó đã tạo nên phép chiếu trục đo. Ban đầu hình biểu diễn được vẽ bằng tay và ước lượng bằng mắt. Những bản vẽ đó không có kích thước, người ta phán đoán chúng một cách gần đúng theo vật thể được biểu diễn. Kể từ thế kỷ thứ 17 bản vẽ dần dần trở nên hiện đại, cải thiện triệt để chất lượng sản phẩm được cải tiến để tiếp tục phát triển tiêu chuẩn hóa, đặc biệt là tiêu chuẩn về bản vẽ. Nó diễn tả khá chính xác hình dạng khái quát công trình cần thể hiện và được vẽ bằng công cụ vẽ.
Người ta chế tạo các chi tiết và lắp ráp các sản phẩm theo bản vẽ kỹ thuật. Qua bản vẽ chúng ta hiểu được hình dạng và kích thước của chi tiết biểu diễn, vật liệu chế tạo, độ nhám và độ chính xác cần đạt được của các bề mặt chi tiết và những yêu cầu về gia công nhiệt, lớp phủ,…
Bản vẽ gồm có các loại hình biểu diễn sau đây: hình chiếu, hình cắt và mặt cắt
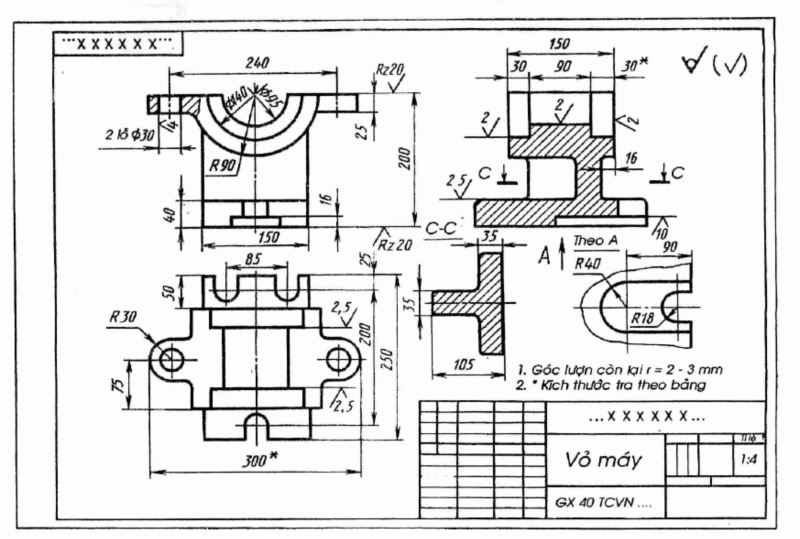
Bản vẽ kỹ thuật
Các hình biểu diễn của vật thể trên bản vẽ được xây dựng bằng phép chiếu. Phép chiếu là quá trình vẽ hình biểu diễn của vật thể trên mặt phẳng. Hình biểu diễn nhận được gọi là hình chiếu của vật thể. Hình chiếu gần giống như bóng của vật thể được chiếu từ một nguồn sáng mà người quan sát thấy được trên mặt tường hay mặt đất.
Phép chiếu gồm các yếu tố sau đây:
+ Tâm chiếu: là điểm từ đó thực hiện phép chiếu
+ Mặt phẳng hình chiếu: là mặt phẳng thực hiện phép chiếu
+ Tia chiếu: là đường thẳng tưởng tượng theo đó thực hiện phép chiếu
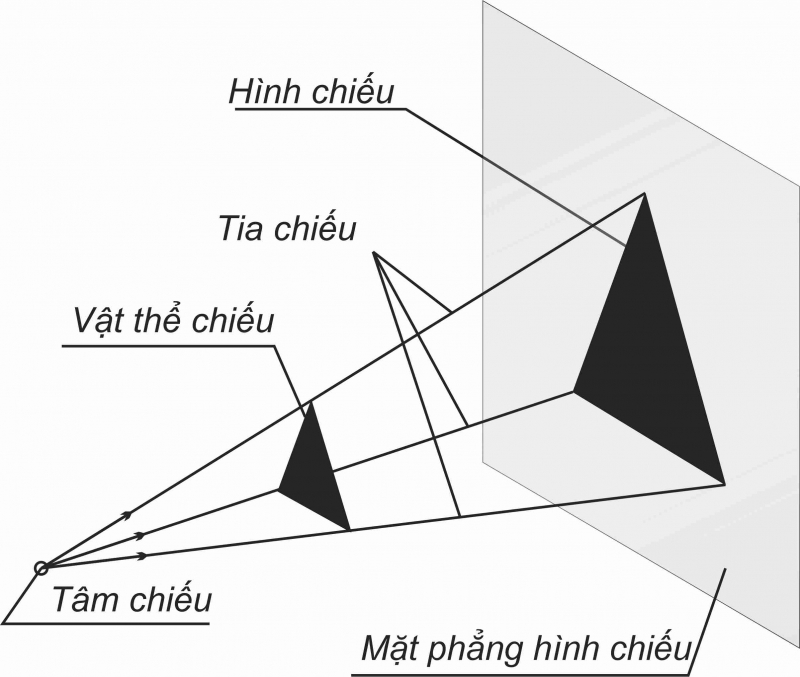
Các yếu tố của phép chiếu
Kết quả của phép chiếu gòi là hình biểu diễn hay là hình chiếu của vật thể. Phép chiếu được chia ra phép chiếu xuyên tâm và phép chiếu song song
Trong phép chiếu xuyên tâm, tất cả mọi tia chiếu đều xuất phát từ một điểm gọi là tâm chiếu, nó nằm cách mặt phẳng hình chiếu một khoảng nhất định. Phép chiếu xuyên tâm được dùng khi vẽ hình chiếu phối cảnh. Phép chiếu phối cảnh cho ta hình biểu diễn vật thể như ta thấy được quan sát vật thể tự một điểm nhìn xác định. Trong bản vẽ chế tạo cơ khí hầu như không dùng phép chiếu xuyên tâm, phép chiếu này được dùng trong bản vẽ xây dựng và trong vẽ kỹ thuật
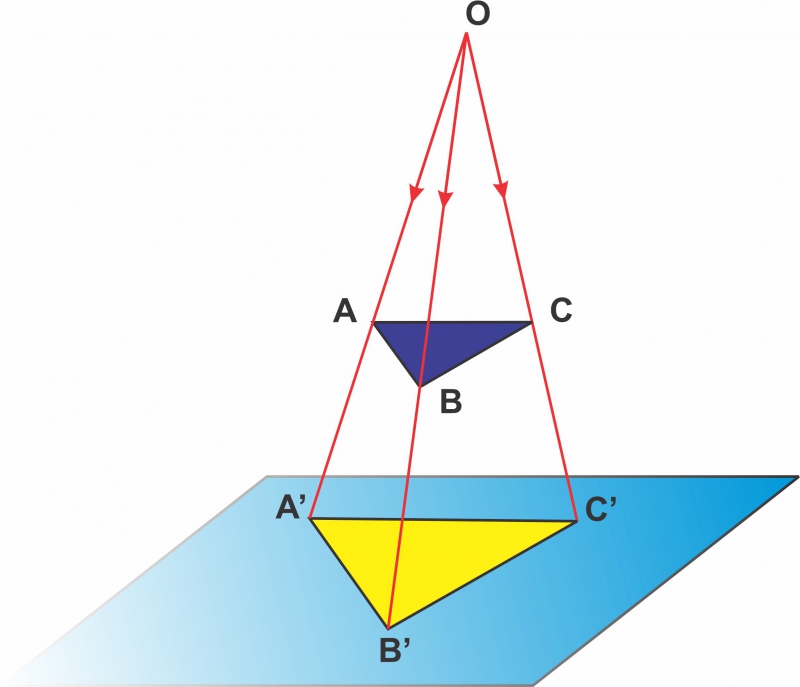
Phép chiếu xuyên tâm
Trong phép chiếu song song, tất cả các tia chiếu song song với nhau. Các tia chiếu sẽ song song với nhau và bóng của vật thể ở trên mặt phẳng hình chiếu được coi là hình chiếu song song của vật thể. Trong bản vẽ kỹ thuật thường dùng phép chiếu song song, vì phép chiếu này cho ta hình trực quan và dễ vẽ so với phép chiếu xuyên tâm.
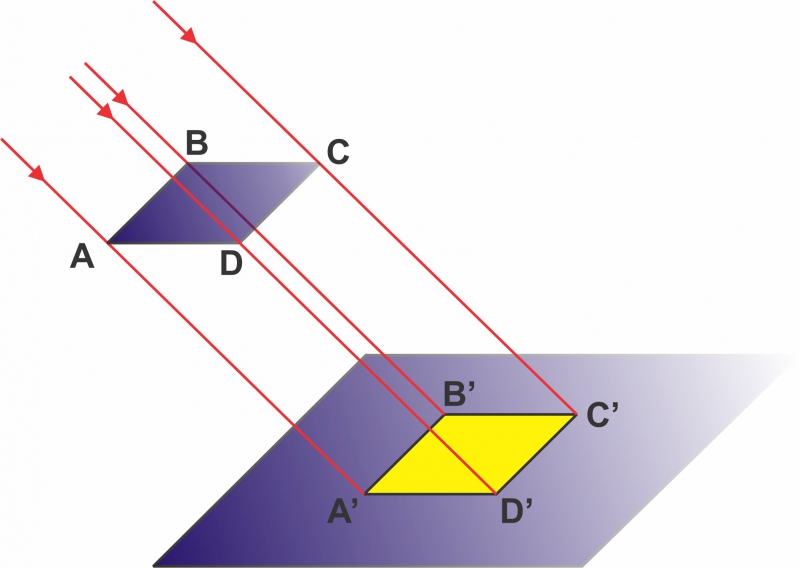
Phép chiếu song song
Trong phép chiếu song song, nếu các tia vuông góc với mặt phẳng hình chiếu thì hình chiếu song song đó gọi là hình chiếu vuông góc. Hình chiếu vuông góc còn gọi là hình chiếu trực giao.
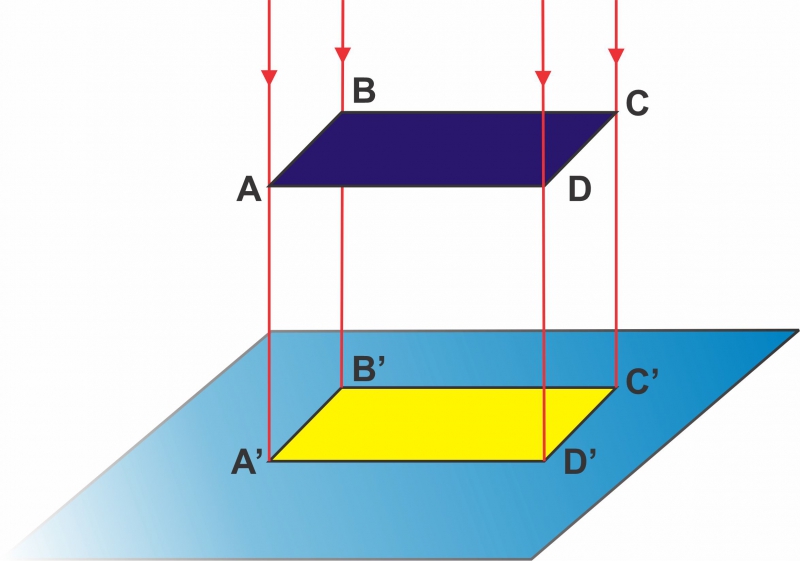
Phép chiếu vuông góc
Bản vẽ dùng phương pháp các hình chiếu vuông góc có nhiều ưu điểm hơn so với bản vẽ dùng các phương pháp biểu diễn khác. Phương pháp đầu thể hiện một cách đầy đủ hình dạng và kích thước của vật thể, vì vật thể được biểu diễn từ nhiều phía khác nhau. Do đó, bản vẽ dùng trong sản xuất thường gồm có một, hai, ba hoặc nhiều hình biểu diễn vẽ bằng phép chiếu vuông góc.
Trong bản vẽ kỹ thuật cơ khí, hình biểu diễn bề mặt nhìn thấy của vật thể đối với người quan sát gọi là hình chiếu
Để hiểu bản vẽ cần biết rõ vị trí các hình chiếu. Tên gọi các hình chiếu phụ thuộc vào hướng chiếu của vật thể.
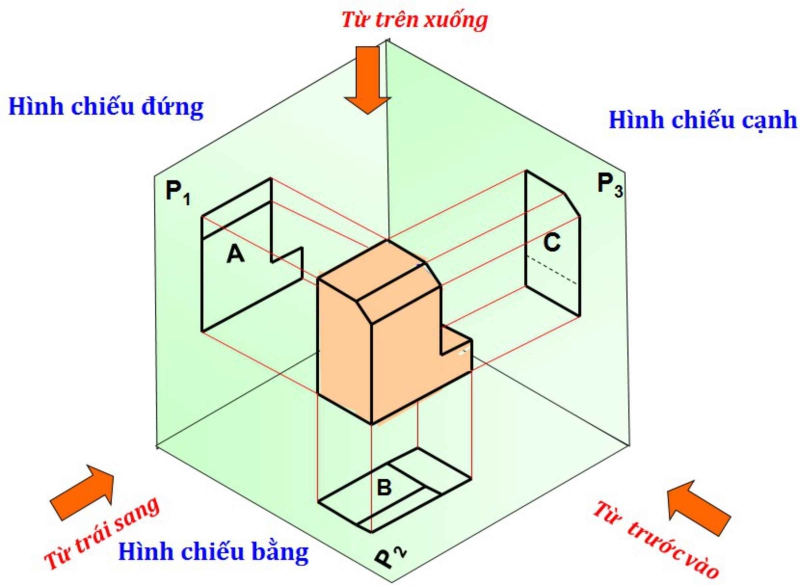
Hình chiếu trong bản vẽ kỹ thuật
Hình chiếu đứng là hình chiếu nhìn từ trước vật thể còn được gọi là hình chiếu chính
Hình chiếu cạnh là hình chiếu nhìn từ bên trái vật thể
Hình chiếu bằng là hình chiếu nhìn từ trên xuống vật thể
Mỗi hình chiếu có một vị trí xác định trên bản vẽ. Hình chiếu cạnh được đặt ở bên phải và ngang với hình chiếu chính, hình chiếu bằng được đặt dưới hình chiếu chính. Không được vi phạm quy tắc đó, nghĩa là không được đặt hình chiếu ở vị trí bất kỳ.
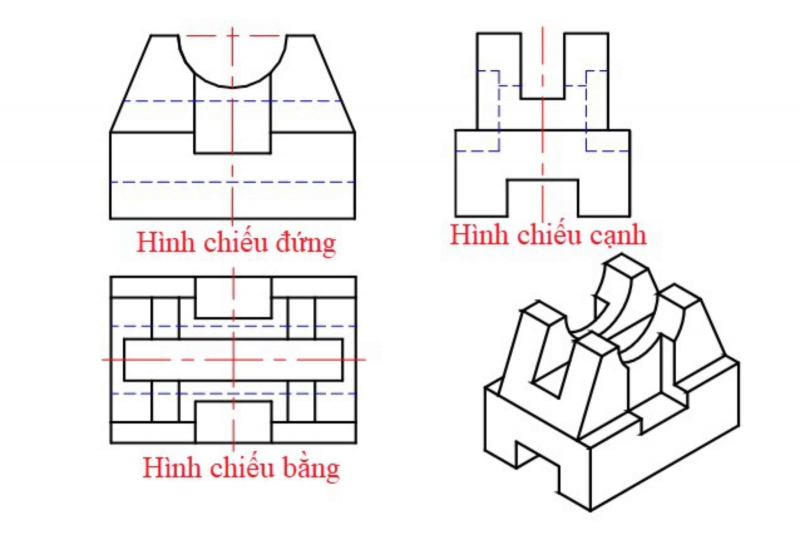
Bố trí các hình chiếu trên bản vẽ
Hiểu được quy tắc bố trí các hình chiếu mới có thể hình dung được hình dạng của vật thể theo các hình chiếu của nó. Khi đọc bản vẽ cần phân tích hình dạng của chi tiết, nghĩa là so sánh từng bộ phận của vật thể tạo nên chi tiết với hình dạng các khối hình học.
Để biểu diễn vật thể một cách rõ ràng trên bản vẽ, người ta dùng các loại đường nét khác nhau. Theo tiêu chuẩn Việt Nam (TCVN) quy định các loại đường nét, cách vẽ và các ứng dụng của chúng trong các bản vẽ kỹ thuật của tất cả các ngành công nghiệp, xây dựng và cơ khí.
Trong các loại đường đường nét, có đường sẽ thể hiện đường bao thấy được và có đường thể hiện đường bao khuất của bề mặt thực, có đường thể hiện đường kích thước và thể hiệt măt phẳng đối xứng của vật thể đó là những nét quy ước không có trên vật thể.
Để vẽ các chi tiết, trước hết cần vạch các đường trục và đường tâm, xem đó là những đường cơ sở của bản vẽ. Căn cứ vào các đường đó mà vẽ các hình đối xứng và đặt các kích thước, từ đó vẽ các đường bao của vật thể.
Đường gióng liên kết giữa hình biểu diễn và đường kích thước và được vẽ từ đường bao. Để vẽ đường kích thước và đường gióng ta dùng nét liền mảnh có giá trị bề rộng bằng 1/2 đến 1/3 bề rộng nét cơ bản. Nét liền mảnh còn được dùng để vẽ các đường gạch thể hiện mặt cắt.
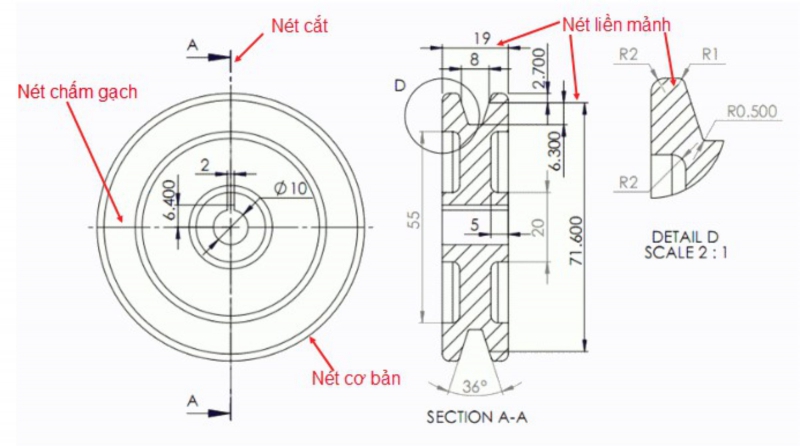
Các loại đường nét
Bề rộng của đường nét phải thống nhất trên toàn bộ cách hình biểu diễn của bản vẽ, được vẽ theo cùng một tỷ lệ. Bề rộng của các đường nét phụ thuộc vào bề rộng s của nét cơ bản.
| Tên gọi | Ứng dụng | Hình dạng | Bề rộng |
| Nét cơ bản | Đường bao thấy |  |
0,5 ≤ s ≤ 1,4 |
| Nét đứt | Đường bao khuất | 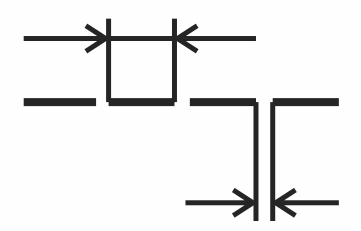 |
Từ s/2 đến s/3 |
| Nét chấm gạch mảnh | Đường trục và đường tâm | 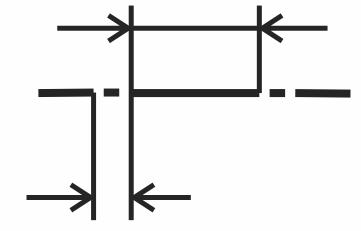 |
|
| Nét liền mảnh | Đường kích thước và đường gióng |  |
|
| Nét cắt | Vết của mặt phẳng cắt | 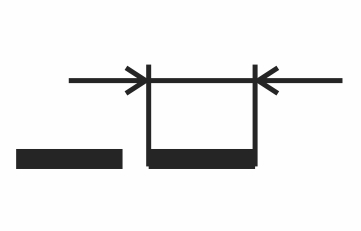 |
Từ s đến 1,5s |
Các loại đường nét và bề rộng
Tất cả các vật thể biểu diễn trên bản vẽ đều được vẽ theo một tỷ lệ nhất định. Tốt nhất tỷ lệ bản vẽ nên là (1:1). Ở đây kích thước của hình biểu diễn không khác kích thước thực tế. Nếu không được kích thước hình biểu diển khác với kích thước thực tế thì dùng tỷ lệ thu nhỏ hay phóng to.
Tỷ lệ thu nhỏ: 1:2; 1:2,5; 1:4; 1:5; 1:10; …
Tỷ lệ phóng to: 2:1; 2,5:1; 4:1; 5:1; 10:1; …
Trên bản vẽ nên sử dụng các tỷ lệ theo đúng tiêu chuẩn. Chẳng hạn tỷ lệ 1:5 có nghĩa là kích thước vẽ trên bản vẽ nhỏ hơn 5 lần kích thước tương ứng của vật thể đó. Ngược lại tỷ lệ 2:1 có nghĩa là kích thước của hình biểu diễn lớn gấp 2 lần kích thước tương ứng của vật thể. Khi một hình biểu diễn nào của bản vẽ được vẽ theo một tỷ lệ khác với tỷ lệ chung của bản vẽ, thì trên hình biểu diễn đó được ghi chữ TL kèm theo số tỷ lệ, ví dụ: TL 2:1
Cần chú ý với bất kỳ tỷ lệ nào, kích thước ghi trên bản vẽ phải là kích thước thực, nghĩa là con số kích thước ghi trên bản vẽ chỉ kích thước của vật thể, không nhỏ hơn cũng không lớn hơn.
Mỗi bản vẽ có khung vẽ, mỗi khung vẽ được vẽ bằng nét cơ bản và cách mép tờ giấy một khoảng cách bằng 5mm, cạnh trai của khung được vẽ cách mép trái tờ giấy khoảng 15 đến 20 mm để thuận tiện cho việc đóng bản vẽ thành tập.
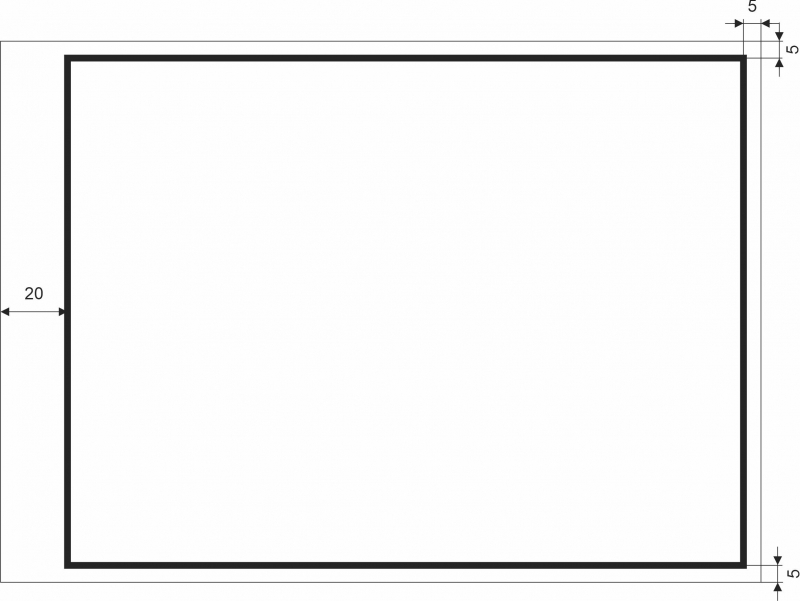
Khung vẽ theo tiêu chuẩn
Để tiện cho việc bảo quản, các bản vẽ phải được thực hiện trên những tời giấy có kích thước đúng tiêu chuẩn. Sau đây là ký hiệu và kích thước của các khổ giấy chính:
| Ký hiệu khổ giấy | Kích thước (mm) |
| A0 | 1189 x 840 |
| A1 | 594 x 840 |
| A2 | 594 x 420 |
| A3 | 297 x 420 |
| A4 | 297 x 210 |
Ký hiệu và kích thước các khổ giấy theo tiêu chuẩn
Khung tên đặt tên bản vẽ bao hàm những nội dung của sản phẩm được biểu diễn và những người có liên quan đến vẽ
Khung tên được đặt dọc theo cạnh của khung vẽ ở góc bên phải phía dưới bản vẽ. Đối với khổ giấy A4, khung tên luôn luôn đặt theo cạnh ngắn, còn đối với các khổ giấy khác thường đặt theo cạnh dài của bản vẽ.
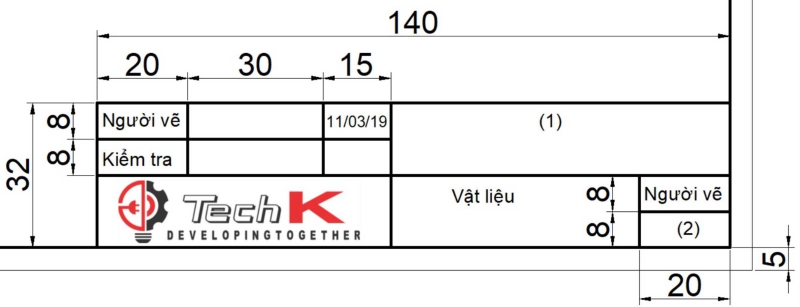
Khung tên bản vẽ dùng trong học tập
Độ lớn của chi tiết biểu diễn chỉ có thể xác định bằng con số kích thước. Ghi chúng phía trên đường kích thước và nên ghi vào khoảng giữa. Đường kích thước được giới hạn bằng mũi lên. Đỉnh của mũi tên vẽ chạm vào đường gióng
Đường kích thước phải vẽ song song với đoạn được ghi kích thước ở trên hình biểu diễn. Khoảng cách giữa các đường kích thước song song với đường bao từ 6 đến 10 mm
Ví dụ về ghi kích thước
Đường kích thước không được vẽ cắt với đường gióng và không cho phép dùng các đường bao, đường trục, đường tâm và đường gióng làm đường kích thước. Để tránh đường kích thước cắt đường gióng, cần đặt kích thước bé ở gần và các kích thước lớn ở xa hình biểu diễn.
Độ lớn của mũi lên phụ thuộc vào bề sộng (s) của nét cơ bản (Đường bao thấy); chiều dài mũi tên lấy từ 6 đến 10 lần giá trị bề rộng nét cơ bản. Chiều rộng bằng khoảng 2 lần (s) nét cơ bản, tất cả các mũi tên cùng một bản vẽ phải vẽ theo cùng một kích thước như nhau.
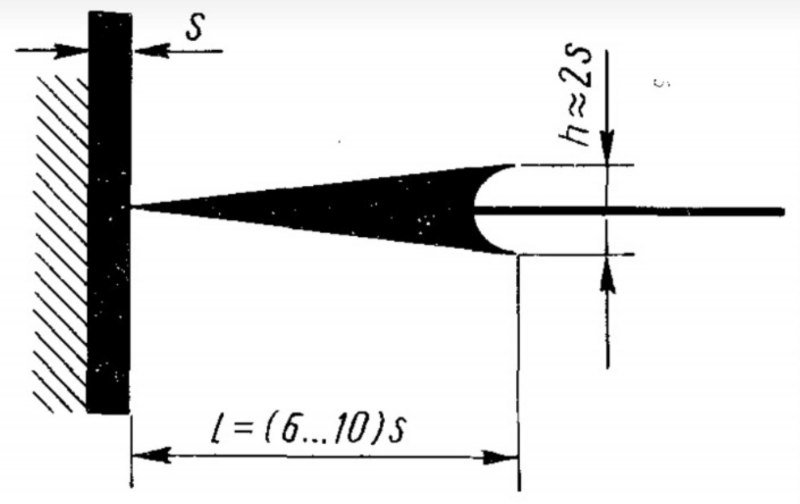
Hình dạng mũi tên
Con số kích thước biểu thị độ dài phải ghi theo vị trí của đường ghi kích thước. Nếu đường kích thước thẳng đứng, đầu con số kích thước hướng sang trái. Đối với các đường kích thước nghiêng (so với đường nằm ngang của bản vẽ), con số kích thước được ghi sao cho, nếu ta quay đường kích thước và con số kích thước một góc nhỏ hơn 900 đến vị trí đường kích thước nằm ngang thì đầu con số kích thước hướng lên trên. Kích thước độ dài lấy đơn vị đó là mm, trên bản vẽ không ghi đơn vị đo.
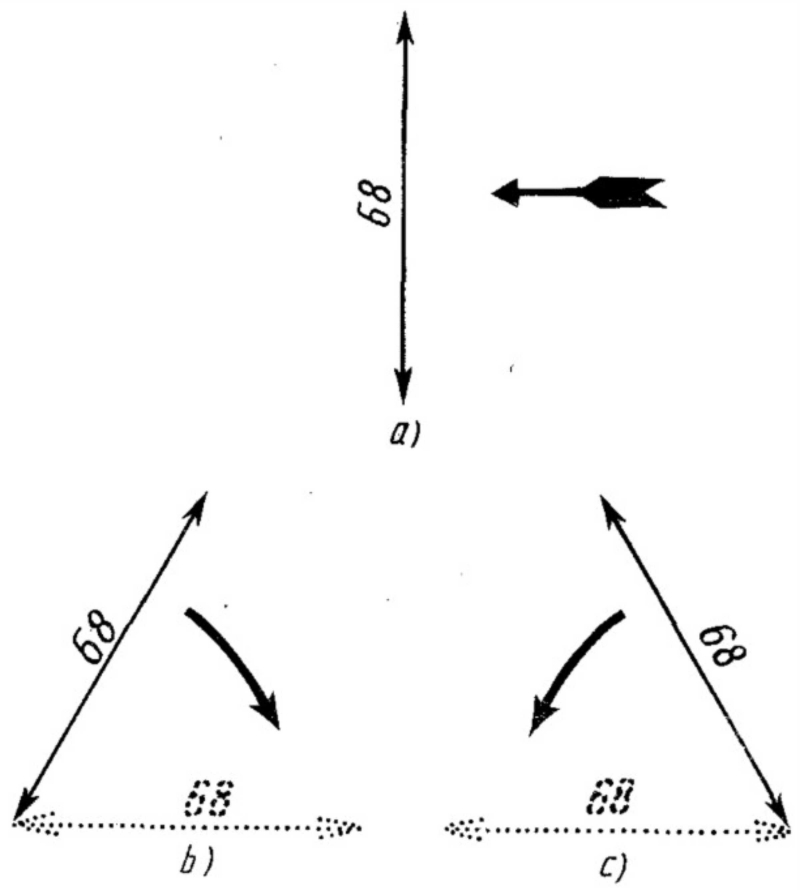
Vị trí con số kích thước theo thẳng đứng và độ nghiêng của đường kích thước
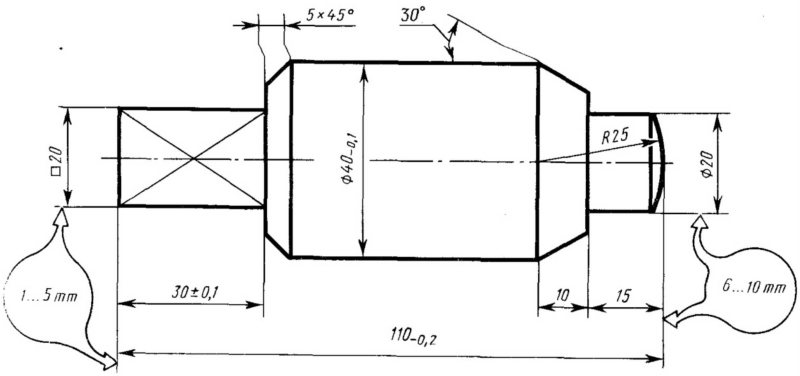
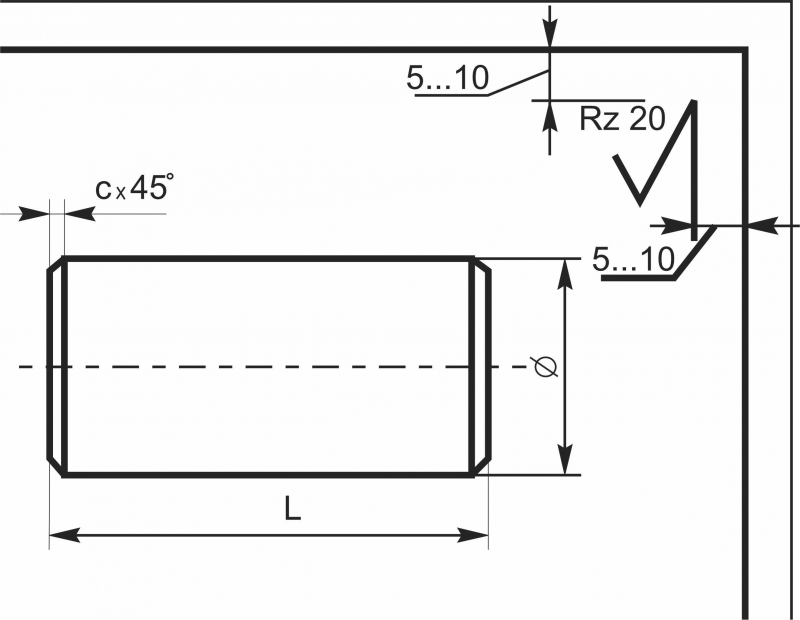
Nhiều chi tiết có vát mép. Nếu mép vát có góc nghiên 450 thì kích thước của nó được ghi theo quy ước: con số đầu chỉ chiều cao mép vát, con số thứ hai chỉ độ lớn của góc vát, ví dụ 5 x 450. Nếu mép vát có góc khác 450 thì kích thước của mép mát được ghi theo quy tắc chung như hình b
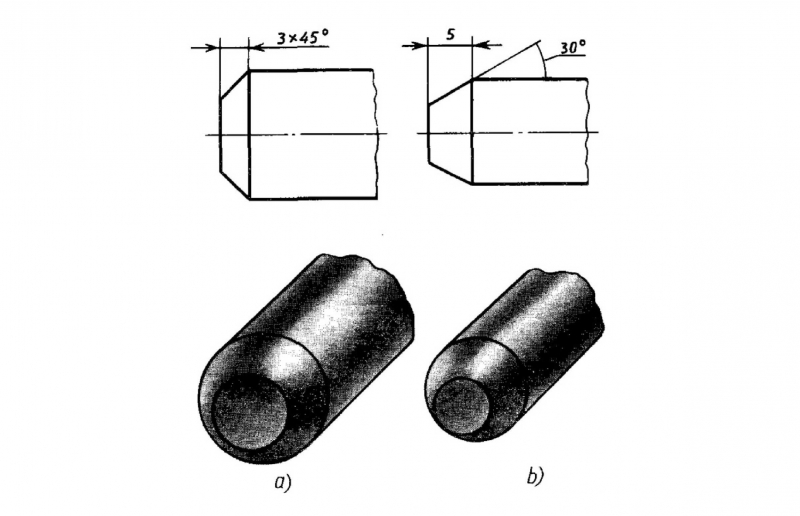
Cách ghi kích thước vát mép
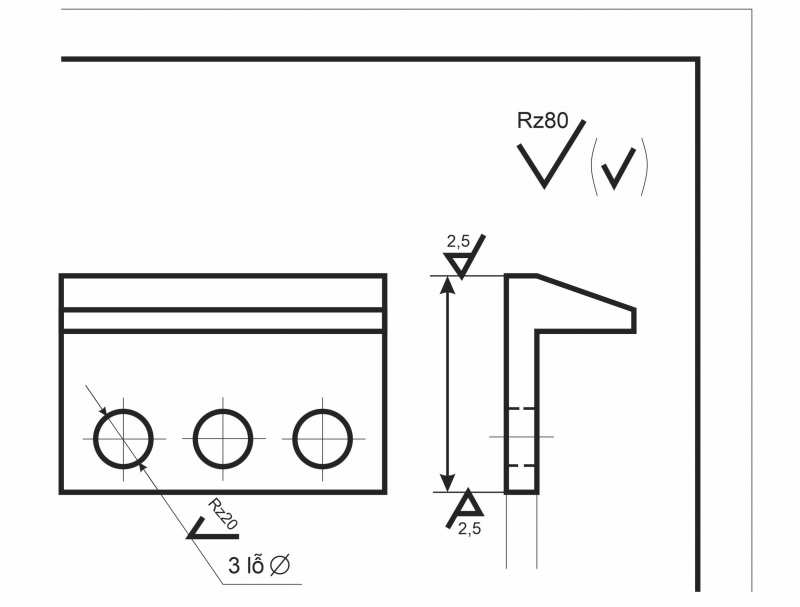
Nếu chi tiết có một số lỗ giống nhau, thì kích thước của lỗ chỉ ghi trên một lỗ, còn số lượng lỗ ghi phía trước con số kích thước, chẳng hạn, 3 lỗ Ø 16. Nếu chỉ có một hình chiếu thì bề dày và chiều dài của chi tiết được ghi trước con số chỉ bề dày ghi chữ s và trước con số chỉ chiều dài ghi chữ l.
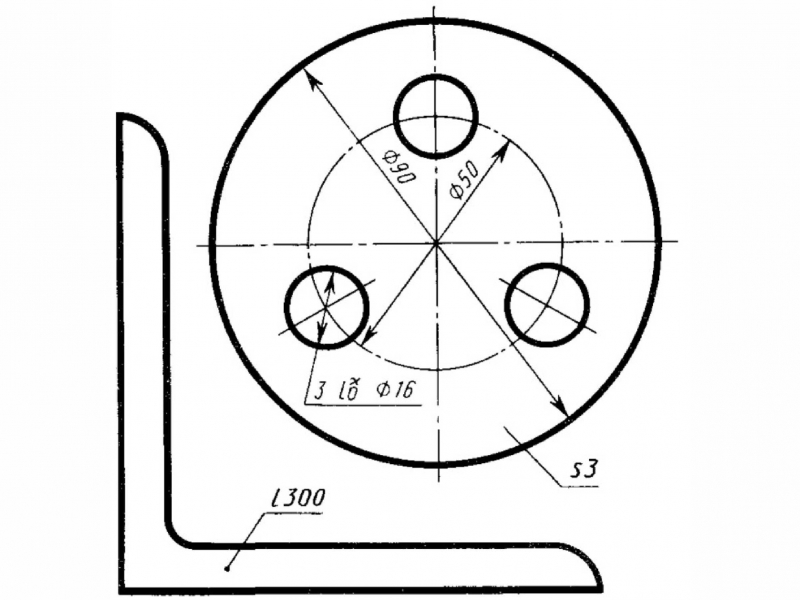
Cách ghi kích thước và bề dày của chi tiết
Các kích thước 40-0.2 và 100+0.1 là những kích thước ghi kèm với sai lệch giới hạn của chúng. Các số +0,1; -0,2 chỉ mức độ chính xác cho phép của kích thước (danh nghĩa) khi gia công chi tiết. Ví dụ kích thước 40-0.2 có ý nghĩa như sau: 40 là kích thước chính (danh nghĩa) với sai số cho phép khi chế tạo chi tiết là 0,2 mm nhỏ hơn kích thước chính. Như vậy, kích thước giới hạn lớn nhất bằng 40 (= 40mm); kích thước giới hạn bé nhất bằng 40 – 0.2 = 39.8 mm. Kích thước thực tế của chi tiết sao khi gia công không được bé hơn 39,8 hay lớn hơn 40mm
Các bề mặt của chi tiết thường không nhẵn. Trong quá trình đúc, cán, dập, gia công cơ khí thường lưu lại các vết lồi lõm có kích thước khác nhau trên bề mặt của chi tiết. Những chỗ lồi lõm đó có thể nhìn thấy được bằng kính phóng đại (kính lúp) hay bằng những khí cụ chuyên dụng
Nhám là tập hợp những mấp mô trên bề mặt được xét. Độ nhám ảnh hưởng đến chất lượng của sản phẩm. Các bề mặt càng nhẵn thì chi tiết càng ít ma sát nên càng ít mòn, hiệu xuất hoạt động càng lớn, bền và chống ăn mòn tốt hơn, hình dạng bề ngoài đẹp hơn. Độ nhám bề mặt ảnh hưởng đến độ kín khi lắp ghép chi tiết. Để chọn độ nhám bề mặt, không những chỉ căn cứ vào công dụng của chi tiết mà còn phải tính đến giá thành chế tạo chúng. Giá thành càng cao, nếu độ chính xác gia công càng cao và độ độ nhám bề mặt càng giảm.
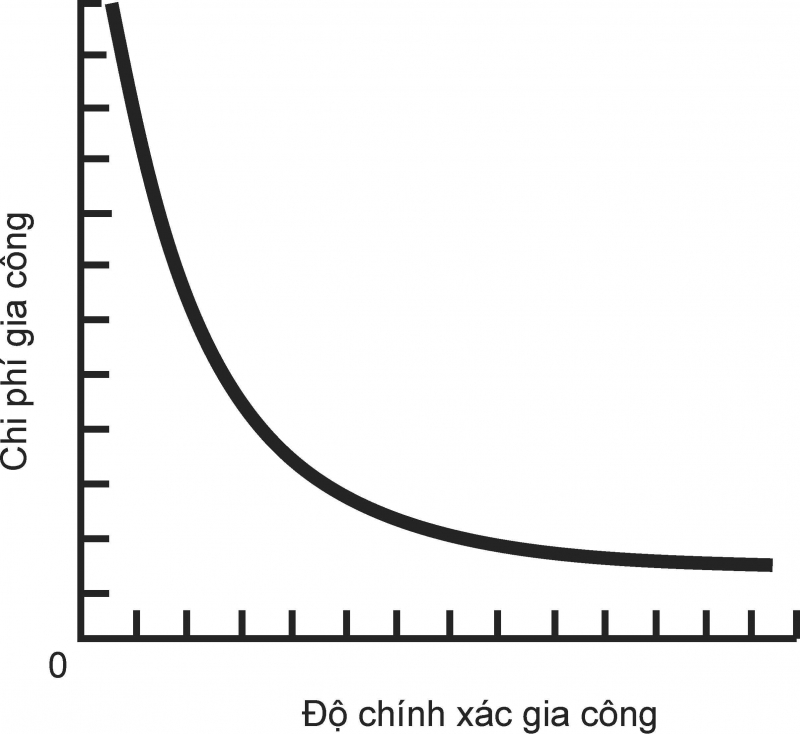
Sự liên quan giữa độ chính xác gia công và độ nhám với chi phí chế tạo chi tiết
Độ lớn mấp mô có thể đo đường bằng những khí cụ chuyên dụng. Biểu đồ Profin là hình biểu diễn profin bề mặt. Đường Ox là đường trung bình của profin, chiều dài phần profin bề mặt được chọn để đo độ nhám bề mặt gọi là chiều dài chuẩn, được ký hiệu bằng chữ l.
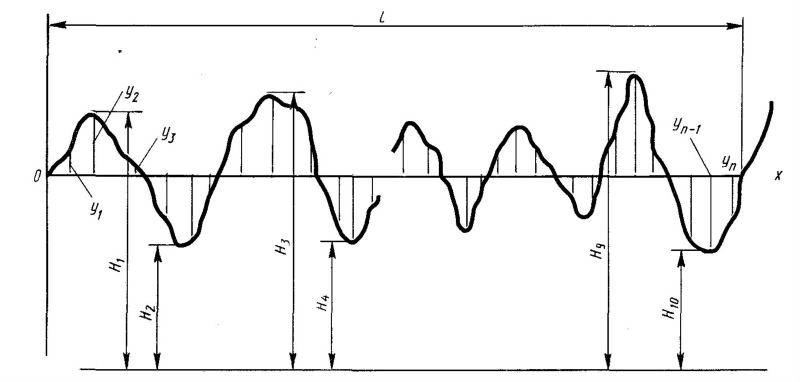
Biểu đồ profin bề mặt
Để đánh giá độ nhám bề mặt, người ta dùng các chỉ tiêu khác nhau. Có hai chỉ tiêu cơ bản là Ra và Rz, chúng thể hiện bằng trị số nhám
Chỉ số Ra là sai lệch trung bình số học của Profin bề mặt
Chỉ số Rz là chiều cao mấp mô trung bình của mười điểm
Trị số chỉ tiêu Ra và Rz đo bằng micromet. Theo ý nghĩa vật lý, thì chỉ tiêu Ra nêu là đặc tính chiều cao của tất cả các mấp mô của profin, còn chỉ tiêu Rz nêu lên đặc tính chiều cao của những mấp mô lớn nhất Profin
| Chất lượng bề mặt | Cấp độ nhẵn | Ra (μm) | Rz (μm | Chiều dài chuẩn L (mm) |
| Thô |
1 2 3 4 |
80 40 20 10 |
320 160 80 40 |
8 |
| Bán tinh |
5 6 7 |
5 2.5 1.25 |
20 10 6.3 |
2.5 |
| Tinh |
8 9 10 11 |
0.63 0.32 0.16 0.08 |
3.2 1.6 0.8 0.4 |
0.25 |
| Siêu tinh |
12 13 14 |
0.04 0.02 0.01 |
0.2 0.08 0.05 |
0.08 |
Cấp nhám bề mặt
Độ nhám bề mặt có trị số từ Rz40 đến Rz320 đạt được bằng tiên tho, khoan, cưu, giũa,… Độ nhám bề mặt có trị số tự Rz10 đến Rz40 và Ra1,25 đến Ra2,5 đạt được bằng tiện tinh, giũa sạch,… Độ nhám bề mặt có trị số tự Ra 1,25 đến Ra 0,16 đặt được bằng mài, đánh bóng. Độ nhám bề mặt có trị số rất nhỏ đạt được bằng mài doa và bằng các phương pháp khác
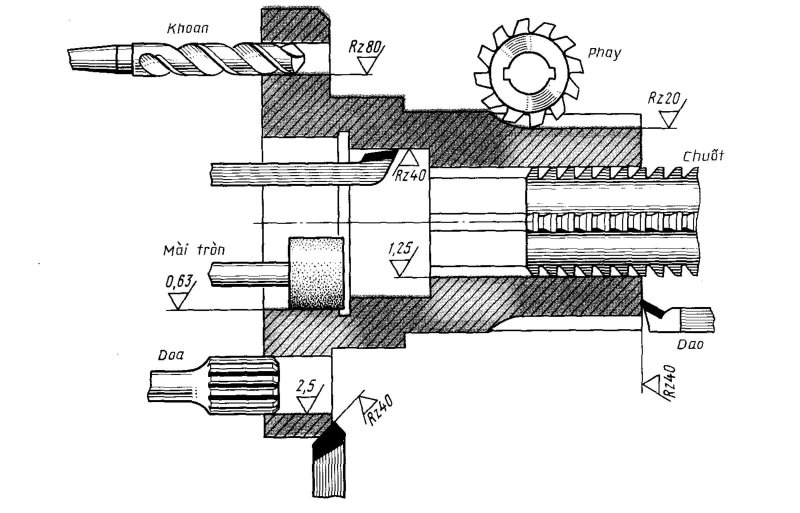 Độ nhám bề mặt đạt được bằng các dụng cụ gia công khác nhau
Độ nhám bề mặt đạt được bằng các dụng cụ gia công khác nhau
Độ nhám bề mặt được phân cấp theo trị số chỉ tiêu Ra và Rz ứng với độ dài chuẩn như bảng trên.
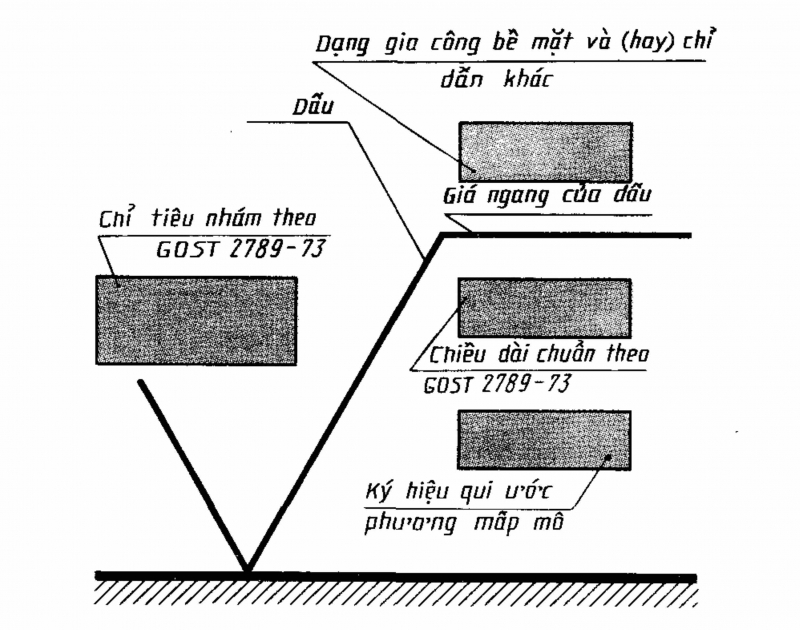
Cấu trúc của ký hiệu nhám bề mặt
Nếu trong ký hiệu chỉ có một trị số của tiêu Ra hay Rz thì dùng dấu không có giá ngang để ghi ký hiệu nhám bề mặt.
Sử dụng dấu như hình a) ghi độ nhám bề mặt, nếu người thiết kế không chỉ rõ phương pháp gia công
Sử dụng dấu như hình b), nếu bề mặt của sản phẩm được gia công bằng phương pháp cắt gọt lấy đi lớp vật liệu
Sử dụng dấu như hình c), nếu bề mặt gia công không bị lấy đi lớp vật liệu hay giữ nguyên như cũ nghĩa là không gia công thêm
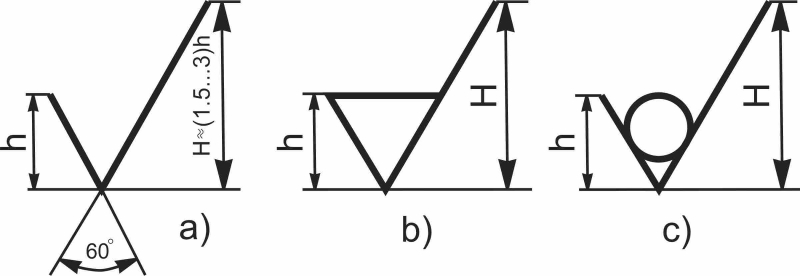
Hình dạng và kích thước các dấu ký hiệu nhám bề mặt
Chiều cao h của dấu lấy gần bằng chiều cao con số kích thước. Chiều cao H lấy xấp xỉ (1,5 -> 3)h. Bề rộng của nét bằng một nửa bề rộng của nét cơ bản.
Trị số của chỉ tiêu Ra và Rz viết trên dấu. Đối với chỉ tiêu Ra chỉ ghi trị số mà không ghi ký hiệu Ra, ví dụ 1,25. Đối với chỉ tiêu Rz ghi trị số ký hiệu Rz, ví dụ Rz 80. Phương pháp gia công bề mặt chỉ được ghi trong trường hợp nó là phương pháp duy nhất sử dụng để đạt được độ nhám cần thiết đó. Đỉnh của dấu ký hiệu độ nhám được vẽ chạm vào mặt gia công. Những dấu được đặt trên đường bao hay đường gióng
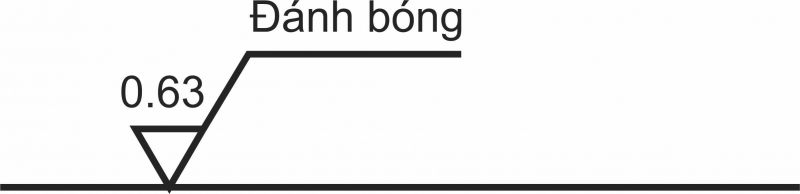
Các ghi ký hiệu nhám trong trường hợp phương pháp gia công là độc nhất
Nếu tất cả các bề mặt của chi tiết có cùng độ nhám thì phải ghi ký hiệu ở góc trên bên phải bản vẽ và cách đường khung vẽ một khoảng 5 - 10 mm hoặc nếu phần lớn các bề mặt có cùng độ nhám thì ký hiệu nhám các bề mặt đó được ghi ở góc trên bên phải bản vẽ và tiếp theo là dấu đặt trong ngoặc đơn. Điều đó có nghĩa là tất cả những bề mặt không ghi ký hiệu nhám ở trên hình biểu diễn thì có độ nhám như đã ghi ở trước ngoặc.
Ký hiệu nhám bề mặt khi bề mặt có cùng độ nhám
Ký hiệu nhám bề mặt khi phần lớn bề mặt có cùng độ nhám
Ký hiệu nhám bề mặt trên hình biểu diễn của chi tiết được đặt trên đường bao, đường gióng kích thước hay trên đường dẫn. Ký hiệu nhám bề mặt các phần tủ lặp lại của chi tiết (lỗ, rãnh,..) chỉ được ghi một lần trên bản vẽ
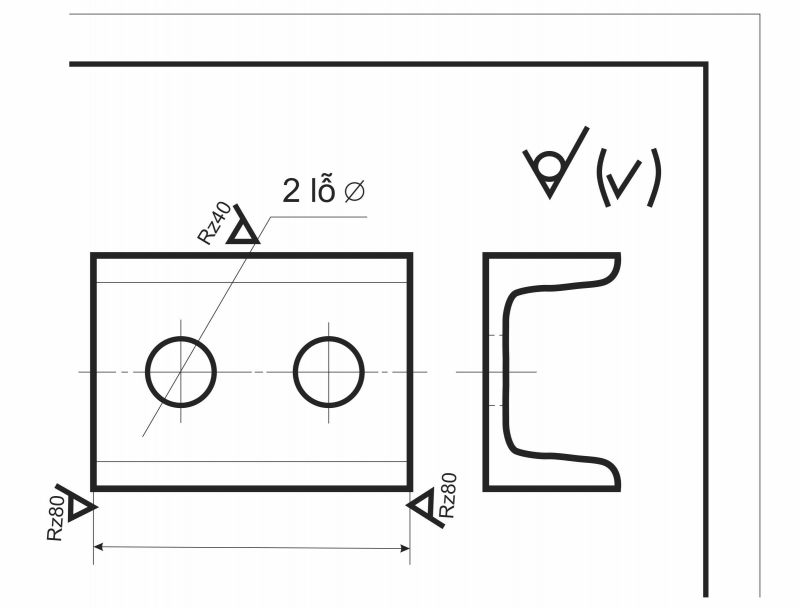
Ký hiệu nhám bề mặt khi phần lớn bề mặt giữ nguyên
Những vấn đề đã trình bày ở trên cho phép đọc được những bản vẽ không phức tạp
Đọc bản vẽ là để hiểu rõ hình dạng khối của chi tiết theo hình biểu diễn trên bản vẽ, xác định kích thước của chi tiết, nhám bề mặt và những số liệu khác có trên bản vẽ.
Đọc bản vẽ theo trình tự như sau:
Trích chương 1 sách Vẽ kỹ thuật của I. X. Vu'sneponxki được Hà Quân dịch theo tiếng Nga
Ở bài viết trên, tôi đã giới thiệu đến các bạn tiêu chuẩn trình bày bản vẽ kỹ thuật cũng như các nguyên tắc và ký hiệu thông dụng trên một bản vẽ kỹ thuật. Chúc các bạn thành công!
Tham khảo các học CAD tại TechK:
✨ Khóa học SolidWorks – Thiết kế sản phẩm cơ bản đến nâng cao
✨ Khóa học Creo Parametric - Thiết kế sản phẩm từ cơ bản đến nâng cao
✨ Khóa học ArtCAM - Thiết kế và lập trình gia công CNC
✨ Khóa học NX - Thiết kế sản phẩm cơ từ cơ bản đến nâng cao
✨ Khóa học Catia - Thiết kế sản phẩm từ cơ bản đến nâng cao
TRẦN TRỌNG TUẤN HẢI - TRUNG TÂM ĐÀO TẠO VÀ CHUYỂN GIAO CÔNG NGHỆ TECHK
0943 834 657
0888 318 368
Yêu cầu chúng tôi liên hệ bạn

TRUNG TÂM ĐÀO TẠO VÀ CHUYỂN GIAO CÔNG NGHỆ TECHK
2019 techk CO., Ltd All rights reserved


