
TechK cập nhật liên tục tin chuyên ngành cơ khí, cơ điện, tự động hoá... trong nước và thế giới. Đặc biệt là lĩnh vực CAD/CAM/CAE/CNC, Internet of thing, thiết kế, lập trình điều khiển tự động.
Là đối tác luôn đồng hành cùng G–Code, mã lệnh CNC M–Code điều khiển các chức năng phụ trợ của máy CNC như bộ làm mát và điều khiển trục chính.
Trong những bài viết trước, tôi đã giới thiệu các bạn về G-code cũng như các mã lệnh G-code thông dụng nhất được sử dụng trong CNC. Nếu bạn chưa biết về G-code, bạn có thể tham khảo bài viết Các mã lệnh G-code dùng cho máy CNC mà tôi đã biên soạn. Ở bài viết này tôi sẽ giới thiệu đến các bạn Các mã lệnh M-code trong CNC cơ bản và thông dụng nhất mà kỹ thuật viên lập trình nào cũng cần phải biết.

Các mã lệnh M – Code trong CNC

Lệnh M00 được sử dụng để dừng máy và chương trình tạm thời
Một cách sử dụng thông thường sẽ là thay đổi công cụ thủ công hoặc thêm dầu tưới nguội vào vòi trước khi dao ăn vào phôi. Trong ví dụ này, tôi sử dụng M-CODE này để dừng máy tạm thời để thay đổi công cụ thủ công, mặc dù tôi đã dừng máy cắt bằng M05 nhưng đây là điều không cần thiết vì M00 sẽ dừng trục chính và khiến máy an toàn mở cửa .
G00 Z10.0 M09;
G28 X0.0 Y0.0;
M05;
M00;
N2 T0202 (5MM DRILL);
Không có nút để bật hoặc tắt chức năng này như sử dụng lệnh dừng tùy chọn M01. Nó sẽ dừng máy mỗi khi chương trình chạy đến mã lệnh M-Code này.
Phải cẩn thận để khởi động trục chính sau lệnh này, nó không 'tạm dừng' chương trình mà dừng mọi thứ, vì vậy mọi thứ phải được khởi động lại bao gồm tốc độ trục chính và tốc độ tiến dao.
Mã lệnh M01 được sử dụng để dừng chương trình có điều kiện để cung cấp cho người vận hành lựa chọn dừng máy tại một điểm nhất định trong chương trình. Trên các điều khiển của máy sẽ là nút dừng tùy chọn (Optional Stop), nhấn nút này sẽ dừng máy vào lần tiếp theo khi đọc lệnh M01 trong chương trình.
Ví dụ:
G00 Z50.0;
G28 X0.0 Y0.0;
M05;
M01; (CHECK TOOL)
Trong phần chương trình trên, M01 được sử dụng để kiểm tra công cụ trong tình trạng tốt trước khi thay đổi công cụ tự động. Việc sử dụng phổ biến nhất là ở cuối phần trước khi thay đổi công cụ, điều này giúp dễ dàng di chuyển một công cụ cần thiết.
Nếu bạn muốn máy dừng mà không sử dụng nút dừng tùy chọn trên các điều khiển, nên sử dụng lệnh M00.
Đảm bảo dao cắt không chạm vào phôi khi ghi các lệnh này vào chương trình.
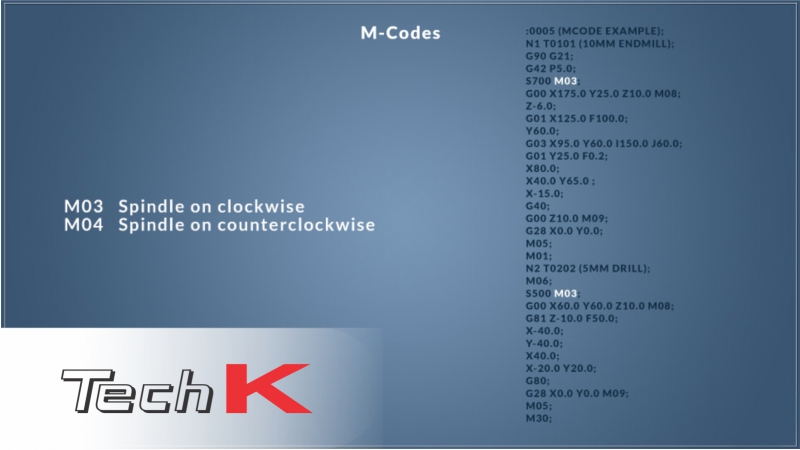
Mã lệnh M – Code M03 và M04
M03 - Trục chính xoay theo chiều kim đồng hồ.
M04 - Trục chính xoay theo hướng ngược chiều kim đồng hồ.
M03 là lệnh được sử dụng để bật trục chính xoay theo chiều kim đồng hồ. Nó có thể được chèn vào dòng lệnh riêng của chương trình hoặc trên cùng một dòng lệnh với thông tin khác.
M04 là lệnh được sử dụng để bật trục chính xoay theo hướng ngược chiều kim đồng hồ.
Vị trí điển hình để báo cho máy khởi động trục chính là sau khi xác định tốc độ trục chính bằng giá trị S, tức là S1500 M03;
N1 T0101;
G21;
S700 M03;
G00 X175.0 Y25.0 Z10.0;
Như chúng ta có thể thấy từ chương trình ví dụ ở trên, tôi đã bảo máy bật trục xoay bên phải (cùng chiều kim đồng hồ) sau khi ra lệnh tốc độ trục chính và trước khi máy bắt đầu nhanh chóng vào vị trí bằng lệnh G00. Thao tác này sẽ bật trục xoay sau khi báo cho máy biết tốc độ trục chính sẽ sử dụng.
M03 là hướng thông thường cho hầu hết các máy cắt và máy khoan vì lưỡi cắt của dụng cụ cắt theo chiều kim đồng hồ. M04 được sử dụng khi Taro ren mà không sử dụng chu trình Taro và trên máy tiện khi công cụ được đưa lộn ngược cho một số thao tác.
Khi dao cắt ra khỏi phôi, chúng ta có thể dừng trục chính xoay một cách an toàn bằng mã lệnh M05. Việc ban hành lệnh này sẽ ngăn trục chính xoay (hoặc phôi trên máy tiện) quay. Điều này thường xảy ra ngay trước khi thay đổi công cụ.
Ví dụ:
G28 X0.0 Y0.0;
M05;
M30;
Trong ví dụ trên, chúng ta dừng trục xoay một khi máy ở vị trí ban đầu bằng lệnh G28 và trước khi kết thúc chương trình.
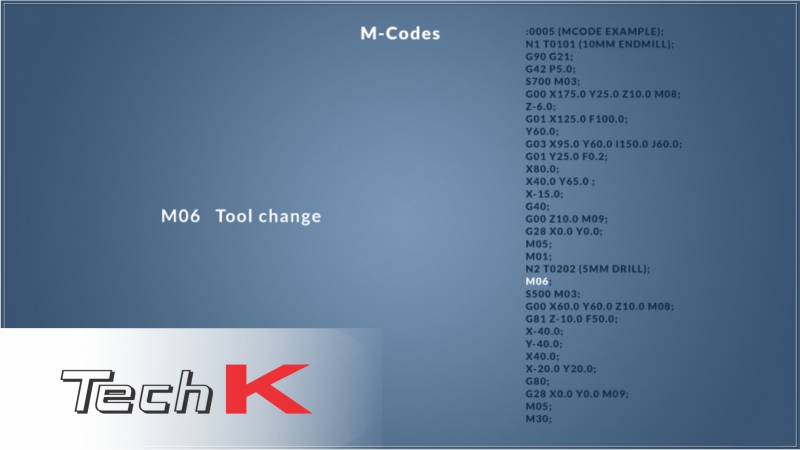
Mã lệnh M06 thay đổi công cụ trong trục chính
Sử dụng lệnh M06 sẽ báo cho máy thay đổi công cụ trong trục chính nếu nó có bộ thay đổi công cụ tự động. Nó cũng được sử dụng trên các máy không có hệ thống tự động để báo cho máy biết một công cụ mới hiện đang hoạt động. Câu lệnh T0101 yêu cầu máy chọn công cụ số một (01 đầu tiên) và bù thay vào vị trí một (01 thứ hai) trong khi 'T' là viết tắt của 'tool'.
Ví dụ:
N2 T0202 (5MM END MILL);
M06;
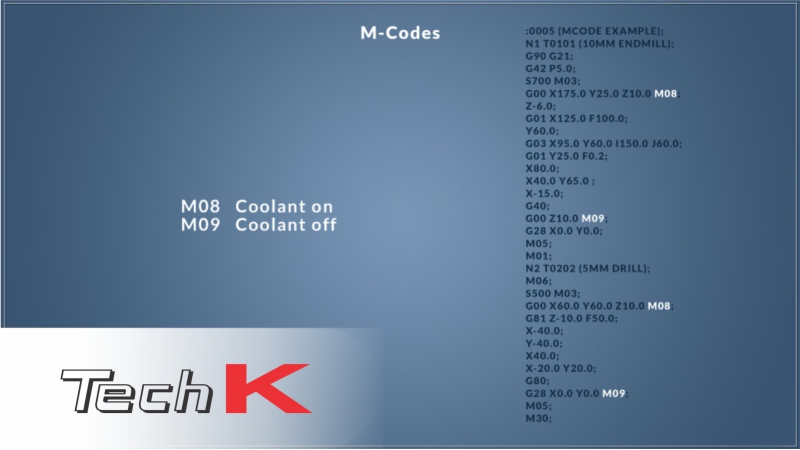
M08 và M09 điều khiển chất làm mát
M08 là lệnh G-Code để bật chất làm mát trục chính, M09 tắt tất cả chất làm mát. Một số máy CNC lớn hơn có nhiều hệ thống làm mát khác nhau, một số có thể có công cụ làm mát trên cao hoặc vòi hoa sen, áp suất cao thông qua chất làm mát trục chính, chất làm mát dạng nước và chất làm mát sương. Các mã lệnh CNC M – Codes để vận hành chúng thường khác nhau tùy thuộc vào máy. Chất làm mát chính được nhắm trực tiếp vào lưỡi cắt của công cụ, điều này luôn được bật bởi M08.
Ví dụ:
N1 T0101 (10MM ENDMILL);
G21;
S700 M03;
G00 X175.0 Y25.0 Z-10.0 M08;
Z-6.0;
Nó là điển hình để bật chất làm mát trước khi công cụ chạm vào vùng làm việc, mỗi thợ máy có sở thích riêng của họ, một số bật nó ngay sau khi thay đổi công cụ. Tôi sẽ thích kích hoạt M08 khi chúng tôi bắt đầu cắt, điều này là để tôi có thể xem công cụ tiếp cận vào vùng làm việc mà không cần làm mát tung tóe trên cửa sổ.
Tùy thuộc vào máy của bạn, bạn có thể thấy phải mất vài giây để áp lực tích tụ trước khi bạn có dòng chảy đầy đủ, đặc biệt nếu máy của bạn đã cũ. Trong trường hợp này, bạn có thể di chuyển lệnh M08 lên một vài dòng lệnh trước đó.
Để tắt tất cả chất làm mát, tôi sử dụng M09. Trên các máy chỉ có một nguồn làm mát, chúng tôi sử dụng M09 để tắt. Trên các máy lớn hơn có nhiều hệ thống làm mát, lệnh M09 sẽ tắt mọi thứ. Giống như lệnh M08, nó có thể được đặt ở bất kỳ đâu trong chương trình miễn là không có mà M - Code khác trên cùng một dòng.
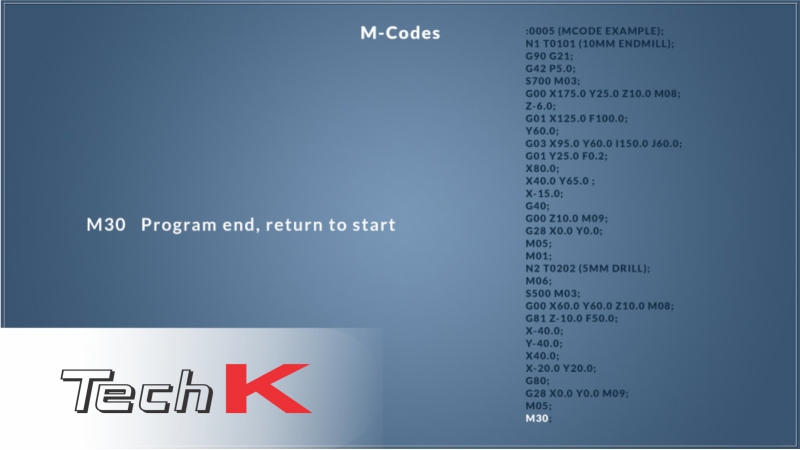
M30 kết thúc chương trình
Lệnh M30 dừng máy và báo cho nó biết chương trình đã kết thúc, sau đó chương trình được quay lại từ đầu.
Trên máy tiện, nếu chu trình liên tục được kích hoạt, máy sẽ bắt đầu tạo biên dạng tiếp theo mà không cần thêm bất kỳ chỉ dẫn nào từ người vận hành.
G28 X0.0 Y0.0;
M05;
M30;
M30 luôn là lệnh cuối cùng trong một chương trình
Danh sách các mã lệnh M-Code trong CNC
M-Code là một lệnh phụ mà mỗi máy có thể có các lệnh tùy chỉnh. Có một bộ mã tiêu chuẩn không bao giờ thay đổi, chúng được liệt kê dưới đây.
Lưu ý, chỉ có thể kích hoạt một M-CODE cho mỗi dòng mã lệnh.
Bài viết trên tôi đã giới thiệu đến các bạn Các mã lệnh M-code trong CNC với 9 mã lệnh cơ bản và thông dụng nhất cùng với ý nghĩa của chúng. Mong rằng bài viết của tôi sẽ giúp bạn khi vừa bắt đầu lập trình CNC sẽ có thể làm quen nhanh với các mã lệnh và hệ thống được kiến thức của mình một cách nhanh chóng. Chúc bạn thành công!
Tham khảo các khóa học lập trình và vận hành máy CNC tại TechK:
✨ Khóa học Lập trình và Vận hành máy phay CNC
✨ Khóa học Lập trình và Vận hành máy tiện CNC
✨ Khóa học MasterCAM 2D - Lập trình gia công phay CNC
✨ Khóa học MasterCAM 3D - Lập trình gia công phay CNC
✨ Khóa học MasterCAM - Lập trình gia công tiện CNC
TRẦN TRỌNG TUẤN HẢI - TRUNG TÂM ĐÀO TẠO VÀ CHUYỂN GIAO CÔNG NGHỆ TECHK
0943 834 657
0888 318 368
Yêu cầu chúng tôi liên hệ bạn

TRUNG TÂM ĐÀO TẠO VÀ CHUYỂN GIAO CÔNG NGHỆ TECHK
2019 techk CO., Ltd All rights reserved


