
TechK cập nhật liên tục tin chuyên ngành cơ khí, cơ điện, tự động hoá... trong nước và thế giới. Đặc biệt là lĩnh vực CAD/CAM/CAE/CNC, Internet of thing, thiết kế, lập trình điều khiển tự động.
Vận hành máy phay CNC hiện đang là ngành nghề khá “hot” bởi mức lương hấp dẫn. Từ 7 – 10 triệu cho những ai biết lập trình và vận hành máy phay CNC và trên 10 triệu với những ai có thể thành thạo cả việc sử dụng máy phay và máy tiện CNC.
Ở bài viết này tôi sẽ hướng dẫn cho các bạn cách vận hành máy phay CNC. Bạn có thể tham khảo cách vận hành máy tiện CNC ở bài viết trước của tôi tại đây.
Ở đây tôi sẽ trình bàycác bước chung mà một thợ máy vận hành máy CNC cần thực hiện hàng ngày cho máy phay CNC 3 trục.
Làm sạch tất cả các bề mặt như bàn, hàm vise và một phần (phần công việc) bằng vải, để không có giọt dầu, chip vật liệu vẫn còn đó.
Lắp các loại dao cụ cần thiết để hoàn thành việc lắp dao lên ụ dao.

Lắp đặt dụng cụ dao cắt trên mâm dao

Thiết bị đo kiểm phôi
Người thợ vận hành máy có thể sử dụng thiết bị đo kiểm để set phôi hoặc có thể sử dụng trực tiếp dao cắt. Tiến hành di chuyển theo trục X sao cho khoảng cách giữa chi tiết nằm trên bàn máy và dao cắt gần chạm vào nhau, hãy giảm cấp tốc độ di chuyển xuống 0,01 mm. Đặt một mảnh giấy đặt giữa dao cắt và chi tiết gia công.
Tiếp tục di chuyển chậm, tại một thời điểm giấy của bạn sẽ chạm với dao cắt thì khi đó người thợ phải dừng di chuyển trục X , đây là giá trị vị trí trục được yêu cầu cho cài đặt bù.
Nhập giá trị trục X vào bảng Offset trên màn hình điều khiển máy CNC.
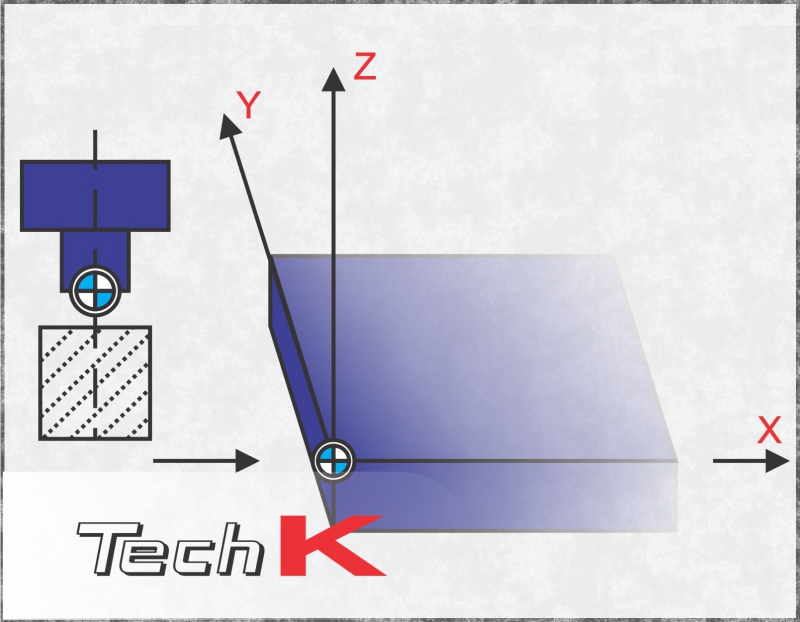
Thiết lập bù trừ phôi theo trục X
Tiếp tục, Set phôi theo trục Y, di chuyển trục Z hướng lên trên (+), để khi di chuyển trục Y tránh va chạm với chi tiết. Chọn trục Y để di chuyển dao cắt về tọa độ gia công (G54).
Di chuyển trục Y sao cho khoảng cách giữa chi tiết nằm trên bàn máy và dao cắt gần chạm vào nhau, hãy giảm cấp tốc độ di chuyển xuống 0,01 mm. Đặt một mảnh giấy giữa dao cắt và chi tiết gia công.
Tiếp tục di chuyển chậm, tại một thời điểm giấy của bạn sẽ chạm với dao cắt thì khi đó người thợ phải dừng di chuyển trục Y, đây là giá trị vị trí trục được yêu cầu cho cài đặt bù.
Nhập giá trị trục Y vào bảng Offset trên màn hình điều khiển máy CNC.
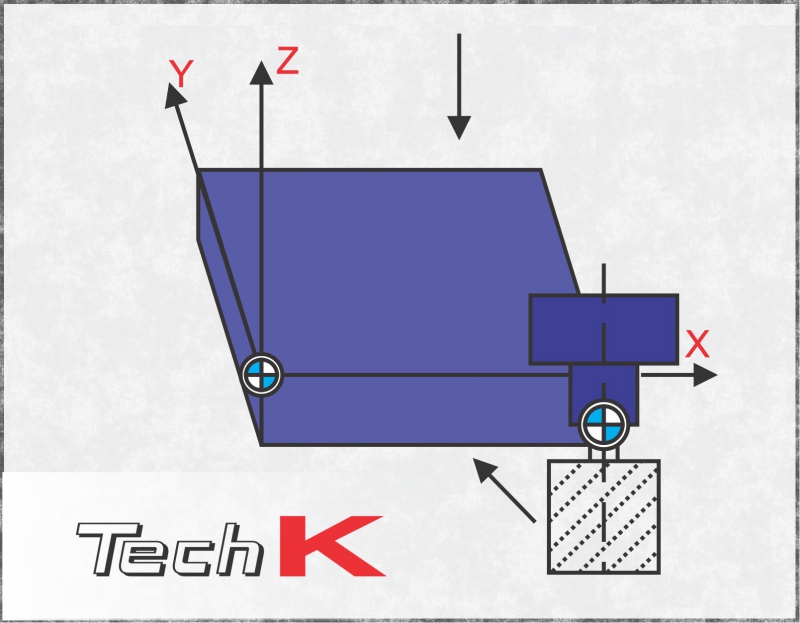
Thiết lập bù trừ phôi theo trục Y
Di chuyển thủ công trục Z xuống cho đến khi đầu của công cụ ở gần vị trí Z0. Lấy một mảnh giấy đặt đặt giữa dao cắt và chi tiết gia công và giữ nó. Hãy giảm cấp tốc độ di chuyển xuống 0,01 mm cho đến khi mảnh giấy bị kẹt bạn không thể kéo được do dao cắt đã chạm với bề mặt chi tiết gia công. Chuyển đến trang bù trừ chiều dài dao vào bảng Offset và nhập giá trị Z
Sau khi hoàn thành quy trình trên, khi chương trình của bạn chạy ở. Chế độ tự động, máy cắt của bạn sẽ bắt đầu (G00 X0 Y0) hoạt động tại điểm hiển thị bên dưới.
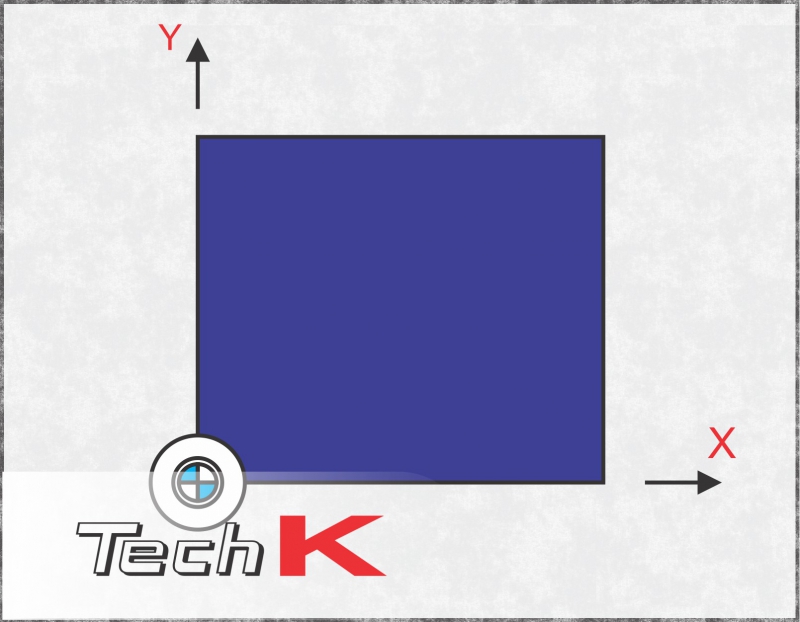
Công cụ cài đặt Offset Cài đặt đúng vị trí
Điều chỉnh các dòng chất làm mát, vì chất làm mát có thể làm mát dụng cụ đúng cách và rửa chip, và quan trọng nhất chất làm mát sẽ làm tăng tuổi thọ của dao cắt.

Điều chỉnh dòng nước làm mát
Kích hoạt chế độ Single Block và sau đó nhấn bắt đầu chạy máy (Cycle Start). Hãy cẩn thận và đọc mọi dòng lệnh được lập trình và theo dõi từng chuyển động của máy nhằm sẵn sàng dừng máy trong trường hợp có bất kỳ lỗi lập trình nào. xảy ra.
Kết luận
Như vậy, có thể thấy việc vận hành máy phay CNC đòi hỏi bạn phải hiểu và nắm được các câu lệnh trong mã lệnh G-code cũng như thành thạo quá trình vận hành máy. Qua bài viết này, nhằm truyền đạt đến người đọc các bước vận hành máy phay CNC là như thế nào? Chúc các bạn thành công!
Tham khảo các khóa học lập trình và vận hành máy CNC tại TechK:
✨ Khóa học Lập trình và Vận hành máy phay CNC
✨ Khóa học Lập trình và Vận hành máy tiện CNC
✨ Khóa học MasterCAM 2D - Lập trình gia công phay CNC
✨ Khóa học MasterCAM 3D - Lập trình gia công phay CNC
✨ Khóa học MasterCAM - Lập trình gia công tiện CNC
TRỊNH TẤN VINH - TRUNG TÂM ĐÀO TẠO VÀ CHUYỂN GIAO CÔNG NGHỆ TECHK
0943 834 657
0888 318 368
Yêu cầu chúng tôi liên hệ bạn

TRUNG TÂM ĐÀO TẠO VÀ CHUYỂN GIAO CÔNG NGHỆ TECHK
2019 techk CO., Ltd All rights reserved


